Изображение и обозначение резьбы на чертежах
Содержание:
- Обозначение резьбы трубной конической на чертеже гост
- Принципы обозначения
- Оборудование для нарезания
- Трапецеидальная резьба
- Таблицы выбора диаметра сверла под резьбу
- Обозначение на чертежах
- Правила обозначения
- Основные параметры и элементы
- Изображение и обозначение резьбы. Что это?
- Особенности нарезки
- ДОПУСКИ
- Параметры резьбы и ее разновидности
Обозначение резьбы трубной конической на чертеже гост
Трубная коническая резьба
Стандарт распространяется на трубную коническую резьбу с конусностью 1 : 16, применяемую в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 6357-81.
98. Профиль и основные размеры, мм, трубной конической резьбы
Конусность 2 tg (j/φ 2) = 1 : 16; φ = 3 ° 34′ 48 »; φ /2 = 1 ° 47′ 24 » d и D — наружные диаметры соответственно наружной и внутренней резьбы d1 и D1 — внутренние диаметры соответственно наружной и внутренней резьбы d2 и D2 — средние диаметры соответственно наружной и внутренней резьбы P — шаг резьбы φ — угол конуса φ/2 — угол уклона H — высота исходного треугольника H1 — рабочая высота профиля R — радиус закругления вершины и впадины резьбы С — срез вершин и впадин резьбы
H = 0,960237P H1 = 0,640327P С = 0,159955 P R =0,137278P
l1 — рабочая длина резьбы l 2 — длина наружной резьбы от торца до основной плоскости
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Диаметры резьбы в оновной плоскости
99. Допуски трубной конической резьбы (по ГОСТ 6211-81)
Обозначение размера резьбы
Смещение основной плоскости резьбы
Предельные отклонения диаметра внутренней цилиндрической резьбы
Примечание. Предельное отклонение ± Δ1 l 2 и ± Δ1 l 2не распространяется на резьбы с длинами, меньшими указанных в табл. 98. Допускается применять более короткие длины резьб. Разность действительных размеров l 1 — l 2 должна быть не менее разности номинальных размеров l 1и l 2 указанных в табл. 98. Осевое смещение основной плоскости Δ1 l 2наружной и Δ2 l 2внутренней резьбы относительно ее номинального расположения не должно превышать значений, указанных в табл. 99. Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности А по ГОСТ 6357-81. Длина внутренней конической резьбы должна быть не менее 0,8 (l 1 — Δ1 l 2 ), где Δ1 l 2— см. табл. 99. Конструкция деталей с внутренней резьбой (конической и цилиндрической) должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее l 1 + Δ1 l 2 В условное обозначение резьбы должны входить буквы (R — для конической наружной резьбы; Rc — для конической внутренней резьбы; Rp, — для цилиндрической внутренней резьбы) и обозначение размера резьбы. Условное обозначение для левой резьбы допускается буквами LH. Примеры обозначения резьбы :
внутренняя трубная цилиндрическая резьба: 1 1/2; Rр 1 1/2;
левая резьба: R 1 1/2LH; Rc 1 1/2LH; Rp 1 1/2LH.
Трапецеидальная резьба (по ГОСТ 9484-81)
100. Профили и размеры резьбы Размеры, мм
Основной профиль наружной и внутренней резьбы
d — наружный диаметр резьбы (винта); D — наружный диаметр внутренней резьбы (гайки); d2 — средний диаметр наружной резьбы; D2 — средний диаметр внутренней резьбы; d1— внутренний диаметр наружной резьбы; D1 — внутренний диаметр внутренней резьбы; Р — шаг резьбы; Н — высота исходного треугольника; H1— рабочая высота профиля.
Пример условного обозначения трапецеидальной однозаходной резьбы номинальным диаметром 20 мм, шагом 4 мм и полем допуска среднего диаметра 7е:
Сегодня поговорим об обозначении трубной резьбы на чертеже. Почему это актуально – объяснять не надо, не найдется в доме помещения, где бы не использовались трубы.
Пара слов о теории. Трубная резьба (ТР) получается в результате нарезки спиралевидных каналов на теле трубы (или внутри ее).
Такая резьба предназначена для монтажа разъемного (это обязательное условие) соединения любых трубопроводов (полимерных, металлических и др.).
Когда мы имеем дело с ТР, необходимо помнить, что она обычно исполняется у двух видах.
- Цилиндрическом (G-тип). В этой версии нарезается спиралевидная канавка, имеющая треугольный профиль и угол 55° градусов на вершине.
- Коническом (R-тип). В этом случае нарезается аналогичная канавка на пологом участке с конусностью 1:16.
- Следует добавить, что существует еще дюймовый вариант. Это тот случай, когда треугольного профиля канавка с углом в 60° градусов на вершине нарезается на конической поверхности. Этот вариант в настоящее время применяется очень редко, его обозначение не рассматриваем.
Таким образом, на чертеже трубная резьба будет обозначено либо G-типом, либо R-типом. Но каким конкретно будет обозначение? Есть ли какие-то отличия в идентификации? Что мы должны увидеть?
Принципы обозначения
Обозначение резьбы на чертежах выполняется по следующим правилам.
- Указывают сплошными тонкими и толстыми линиями. Обозначение внутренней резьбы – тонкая линия по внешнему диаметру и толстая по внутреннему, а наружной резьбы – толстая линия по внешнему диаметру и тонкая по внутреннему.
- Если деталь спроецирована на плоскость вдоль оси вращения, то показывают сплошными прямыми. Если – поперек, тогда это незамкнутый контур, длиной 0,75 от общей окружности. Концы дуги не должны лежать на осях детали на рисунке.
- Промежуток между тонкой и жирной линиями должен составлять свыше 0,8 мм, но быть меньше размера шага.
- При обозначении метрической резьбы на чертежах перпендикулярно оси фаски изображают только имеющие конструкционное значение.
Наружный и внутренний виды резьбы
Нормируется метрическая резьба несколькими документами: ГОСТ 8724-2004, ГОСТ 2470-2004, ГОСТ 9150-2002, ГОСТ 1693-2005. В них указаны требования к размерам, профилю, шагам и допускам.
По маркировке изделия можно определить все необходимые ее параметры и вид. Запись включает в себя:
- заглавную букву, характеризующую вид, или две заглавные буквы – вид и подвид (например, метрическая – М; метрическая коническая – МК);
- число, выражающее номинальный диметр в миллиметрах (М20 – метрическая с номинальным диаметром 20 мм);
- в случае мелкого шага указывают его значение в миллиметрах, через знак умножения – М20х1,5;
- в случае многозаходной добавляют указание хода после «х» и шага в круглых скобках – М20х3(Р1) – метрическая с диаметром 20 мм трехзаходная, где шаг составляет 1 мм;
- при обозначении левой резьбы пишут латинские заглавные буквы «LH» — М20LH или М20х3(Р1)LH – тоже только левая.
В некоторых случаях в маркировку могут входить дополнительные параметры: длина свинчивания, допуски и посадка. Их расшифровка следующая:
- указание допуска для наружной резьбы М12х1,75-6g и для внутренней М12-6Н;
- длину свинчивания выражают заглавными латинскими буквами – S – shot (короткая), N – normal (нормальная), L – long (длинная), иногда в круглых скобках добавляют числовое значение длины в миллиметрах, если величина нестандартная; например, М12-6g-L(30);
- посадку выражают дробью через значения допуска для внутренней (числитель) и наружной (знаменатель) резьб, например, учитывая, как обозначается левая резьба, общий вид будет таким — М12х1-6H/6g-LH.
Также в маркировке может указываться вид и номер стандарта.
Выбирая правильный вид метрической резьбы и ее геометрические параметры можно обеспечить качественное крепление деталей, длительную эксплуатацию изделия и экономию средств на ремонте и обслуживании.
Оборудование для нарезания
Для нарезания в зависимости от выбранной технологии используется следующее оборудование:
- Токарно-винторезные станки.
- Наборы плашек, метчиков и воротков (выполняется вручную).
- Резьбонакатные станки (для холодной или горячей накатки).
- Фрезерные станки или обрабатывающие центры.
- Шлифовальные станки.
Токарно — винторезные и фрезерные станки, установки горячей накатки применяются только в условиях производств. Для бытовых применений используют наборы плашек и метчиков или устройство КЛУПП, которое не требует смены плашек при последовательных проходах. Режущие гребенки, охватывающие трубу с трех сторон, можно понемногу выдвигать внутрь корпуса, обеспечивая чистовые проход.
Трапецеидальная резьба
Трапецеидальный профиль относят к ходовым. Отличительное свойство этого вида профиля заключается в том, что она самотормозящая. Это вызвано тем, что при перемещении гайки по стержню развивается большая сила трения. Такое свойство позволяет избежать дополнительного фиксирования гайки на валу.
Трапецеидальный профиль используется для того, что бы преобразовать вращательное движение в трапецеидальное. Как пример, можно привести ходовой вал, устанавливаемый в токарных или шлифовальных станках. Кроме этого оборудования, он нашел свое применение в кузнечно-прессовом оборудовании, автомобильной и тракторной технике. Вообще узлы с трапецеидальным профилем используют для перемещения кареток на сборочных конвейерах, в литьевых машинах, робототехнике и пр.
Трапецеидальная резьба
На практике применяют изделия с размерами от 8 до 640 мм. Шаг составляет от 1,5 до 12 мм.
При внесении параметров на чертежах или документах применяют буквы Тр, затем указывают геометрические параметры.
Требования к параметрам изложены в ГОСТ 24738-81.
Таблицы выбора диаметра сверла под резьбу
При выполнении внутренней резьбы под нее предварительно сверлится отверстие. Оно не равно диаметру резьбы, так как при нарезании часть материала не удаляется в виде стружки, а выдавливается, увеличивая размер выступов. Потому перед нанесением необходимо выбрать диаметр сверла под резьбу. Это можно сделать по таблицам. Они есть для каждого типа резьбы, но приведем наиболее популярные — метрическую, дюймовую, трубную.
| Метрическая резьба | Дюймовая резьба | Трубная резьба | |||||
| Диаметр резьбы, дюймы | Шаг резьбы, мм | Диаметр сверла, мм | Диаметр резьбы, дюймы | Шаг резьбы, мм | Диаметр сверла, мм | Диаметр резьбы, дюймы | Диаметр отверстия под резьбу, мм |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1,4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3,5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | — | — |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | — | — |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | — | — |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | — | — |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | — | — |
| M16 | 2,0 | 13,5 | — | — | — | — | — |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | — | — |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | — | — |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | — | — |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | — | — |
Еще раз обращаем ваше внимание что диаметр сверла под резьбу дан для крупной (стандартной резьбы)
Обозначение на чертежах
В связи с тем, что при применении трубной конической резьбы могут использоваться различные типы таких спаек, то должным образом необходимо знать размеры. Согласно ГОСТ 6111-52 размеры обозначаются дробью, где знаменатель, это внешний диаметр, а числитель его внутренний диаметр.
Обозначения трубной конусной резьбы на чертеже представлены такими буквами, как:
- R – обозначение конической резьбы с наружным резьблением.
- Rc – указывается конические внутренние пазы.
- Rр – внутренняя резьба цилиндрического профиля.
- LН – нарезка с левой спиралью.
- RH – с правой спиралью.
- МК – метрическая конусовидная.
- М – метрическая.
- К – коническая дюймовая резьба.
- Трубная коническая резьба – К труб ½ ГОСТ 6211-69.
- С укороченным профилем – К труб ½ укор ГОСТ6211-69.
- Укороченная коническая с повышенной точностью – К труб ¾ пов. точ. ГОСТ 6211-69.
Правила обозначения
Для обозначения поля допуска отдельного диаметра метрической резьбы используется сочетание цифры, которая указывает на класс точности резьбы, и буквы, определяющей основное отклонение. Поле допуска резьбы также должно обозначаться двумя буквенно-цифровыми элементами: на первом месте – поле допуска d2 (средний диаметр), на втором – поле допуска d (наружный диаметр). В том случае, если поля допусков наружного и среднего диаметров совпадают, то в обозначении они не повторяются.
Обозначение метрической резьбы
По правилам первым проставляется обозначение резьбы, затем следует обозначение поля допуска. Следует иметь в виду, что шаг резьбы в маркировке не обозначается. Узнать данный параметр можно из специальных таблиц.
В обозначении резьбы также указывается, к какой группе по длине свинчивания она относится. Всего существует три таких группы:
- N – нормальная, которая не указывается в обозначении;
- S – короткая;
- L – длинная.
Буквы S и L, если они необходимы, идут за обозначением поля допуска и отделяются от него длинной горизонтальной чертой.
Пример обозначение резьбы на 24 мм различного типа (по ГОСТу 8724)
Обязательно указывается и такой важный параметр, как посадка резьбового соединения. Это дробь, формируемая следующим образом: в числителе проставляется обозначение внутренней резьбы, относящееся к полю ее допуска, а в знаменателе – обозначение поля допуска на резьбу наружного типа.
Пример обозначения посадки резьбового соединения на чертежах
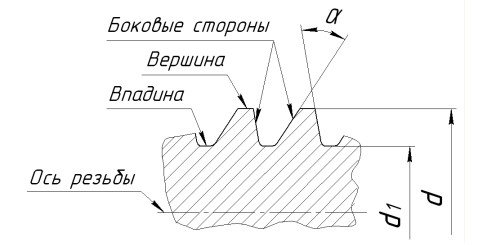
Основные параметры и элементы
Канавка резьбы представляет собой равнобедренный треугольник с углом при вершине 60°. Вершина имеет срезанную или закругленную форму. Резьба состоит из:
- фаски – поверхность с углом наклона 45° перед началом винтовой части;
- винтовой части – рабочий участок резьбы осуществляющий фиксацию;
- сбега – места перехода от винтовой к не нарезанной части детали.
- Общая длина резьбы равна сумме длин фаски, винтовой части и сбега. Основными параметрами метрических резьб являются:
- Высота профиля. Это отрезок от основания до вершины треугольника образуемый при поперечном разрезе витка
- Диаметр соединения. Подразделяется на наружный, внутренний, средний и номинальный.
- Шаг резьбы – участок, соединяющий одинаковые точки на двух соседних витках.
- Ход резьбы – участок, который соединяет две одинаковые точки на рядом расположенных витках одного захода. Для однозаходной резьбы шаг равен ходу.
Номинальный диаметр – это условное значение, которым обозначают резьбу в справочниках и на чертежах. Наружный диаметр равен расстоянию между вершинами выступов (для наружных резьб) или впадин (для внутренних). На чертежах он обозначается как D – для внутренней и d – для наружной. Внутренний диаметр противоположен наружному, равен расстоянию между впадинами или вершинами для наружной и внутренней резьб соответственно. Аналогично обозначается: D1 и d1. И последний, средний диаметр отражает расстояние между серединами высот резьбы. Обозначается как D2 и d2.
Изображение и обозначение резьбы. Что это?
Сидел дома скучал и вдруг у меня появилась интересная идея для написания поста. Обозначения резьб заводит в тупик даже бывалых инженеров. Причем они допускают ошибки не только в процессе чтения технологических чертежей, но и при разработке конструкторской документации.
p, blockquote 2,0,0,0,0 –>
Один мой товарищ по институту всегда ошибался при разработке чертежа, когда дело доходило до обозначения этого элемента черчения. То линию не до конца отведет, то расстояние от контурной линии сделает меньше чем положено. Но потом из него вышел не плохой инженер-конструктор (как не странно ).
p, blockquote 3,0,0,0,0 –>
И ведь тут дело совсем ни в том, кто как разбирается в тонкостях черчения, просто кто то хочет учится и развиваться, а кто то нет. Мы с вами будем учится и развиваться. Самое смешное, что изображение и обозначение резьбы на валах и в отверстиях практически не менялось со времен ее первого изображения на бумаге . Ладно давайте ближе к делу.
p, blockquote 4,0,0,0,0 –>
Особенности нарезки
Крепление различных соединений, материалов происходит с помощью болтов и гаек. Наиболее распространенным, повсеместным вариантом является использование нарезных крепежных деталей, однако необходимо учитывать особенности и все особенности, особенно на шаг нарезки. Шаг метрической детали измеряется с точностью, используется для надежного крепления, фиксации, для более сильного результата используют герметик. Существуют некоторые особенности, различные способы получения надежного крепления материалов.
Наиболее распространенными способами нарезания метрической резьбы являются ручные способы с использованием метчиков и плашек. При более масштабных производствах используется накатывание станками с последующей калибровкой.
ДОПУСКИ
3.1. Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать указанным в .
Таблица 4
Допуски диаметров d и D1
|
Наружная резьба |
Внутренняя резьба |
|||||||
|
Степень точности |
||||||||
|
4 |
6 |
8 |
4 |
5 |
6 |
7 |
8 |
|
|
Допуск, мкм |
||||||||
|
Td |
TD1 |
|||||||
|
0,2 |
36 |
56 |
— |
38 |
48 |
60 |
— |
— |
|
0,25 |
42 |
67 |
— |
45 |
56 |
71 |
— |
— |
|
0,3 |
48 |
75 |
— |
53 |
67 |
85 |
— |
— |
|
0,35 |
53 |
85 |
— |
63 |
80 |
100 |
— |
— |
|
0,4 |
60 |
95 |
— |
71 |
90 |
112 |
— |
— |
|
0,45 |
63 |
100 |
— |
80 |
100 |
125 |
— |
— |
|
0,5 |
67 |
106 |
— |
90 |
112 |
140 |
180 |
— |
|
0,6 |
80 |
125 |
— |
100 |
125 |
160 |
200 |
— |
|
0,7 |
90 |
140 |
— |
112 |
140 |
180 |
224 |
— |
|
0,75 |
90 |
140 |
— |
118 |
150 |
190 |
236 |
— |
|
0,8 |
95 |
150 |
236 |
125 |
160 |
200 |
250 |
315 |
|
1 |
112 |
180 |
280 |
150 |
190 |
236 |
300 |
375 |
|
1,25 |
132 |
212 |
335 |
170 |
212 |
265 |
335 |
425 |
|
1,5 |
150 |
236 |
375 |
190 |
236 |
300 |
375 |
475 |
|
1,75 |
170 |
265 |
425 |
212 |
265 |
335 |
425 |
530 |
|
2 |
180 |
280 |
450 |
236 |
300 |
375 |
475 |
600 |
|
2,5 |
212 |
335 |
530 |
280 |
355 |
450 |
569 |
710 |
|
3 |
236 |
375 |
600 |
315 |
400 |
500 |
630 |
800 |
|
3,5 |
265 |
425 |
670 |
355 |
450 |
560 |
710 |
900 |
|
4 |
300 |
475 |
750 |
375 |
475 |
600 |
750 |
950 |
|
4,5 |
315 |
500 |
800 |
425 |
530 |
670 |
850 |
1060 |
|
5 |
335 |
530 |
850 |
450 |
560 |
710 |
900 |
1120 |
|
5,5 |
355 |
560 |
900 |
475 |
600 |
750 |
950 |
1180 |
|
6 |
375 |
600 |
950 |
500 |
630 |
800 |
1000 |
1250 |
Таблица 5
Допуски диаметра d2
|
Шаг Р, мм |
Степень точности |
||||||||
|
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
||
|
Допуск Тd2 , мкм |
|||||||||
|
От 1 до 1,4 |
0,2 |
24 |
30 |
38 |
48 |
(60) |
(75) |
— |
— |
|
0,25 |
26 |
34 |
42 |
53 |
(67) |
(85) |
— |
— |
|
|
0,3 |
28 |
36 |
45 |
56 |
(71) |
(90) |
— |
— |
|
|
Св. 1,4 до 2,8 |
0,2 |
25 |
32 |
40 |
50 |
(63) |
(80) |
— |
— |
|
0,25 |
28 |
36 |
45 |
56 |
(71) |
(90) |
— |
— |
|
|
0,35 |
32 |
40 |
50 |
63 |
80 |
(100) |
— |
— |
|
|
0,4 |
34 |
42 |
53 |
67 |
85 |
(106) |
— |
— |
|
|
0,45 |
36 |
45 |
56 |
71 |
90 |
(112) |
— |
— |
|
|
Св. 2,8 до 5,6 |
0,25 |
28 |
36 |
45 |
56 |
(71) |
— |
— |
— |
|
0,35 |
34 |
42 |
53 |
67 |
85 |
(106) |
— |
— |
|
|
0,5 |
38 |
48 |
60 |
75 |
95 |
(118) |
— |
— |
|
|
0,6 |
42 |
53 |
67 |
85 |
106 |
(132) |
— |
— |
|
|
0,7 |
45 |
56 |
71 |
90 |
112 |
(140) |
— |
— |
|
|
0,75 |
45 |
56 |
71 |
90 |
112 |
(140) |
— |
— |
|
|
0,8 |
48 |
60 |
75 |
95 |
118 |
150 |
190 |
236 |
|
|
Св. 5,6 до 11,2 |
0,25 |
32 |
40 |
50 |
63 |
(80) |
— |
— |
— |
|
0,35 |
36 |
45 |
56 |
71 |
90 |
— |
— |
— |
|
|
0,5 |
42 |
53 |
67 |
85 |
106 |
(132) |
— |
— |
|
|
0,75 |
50 |
63 |
80 |
100 |
125 |
(160) |
— |
— |
|
|
1 |
56 |
71 |
90 |
112 |
140 |
180 |
224 |
280 |
|
|
1,25 |
60 |
75 |
95 |
118 |
150 |
190 |
236 |
300 |
|
|
1,5 |
67 |
85 |
106 |
132 |
170 |
212 |
265 |
335 |
|
|
Св. 11,2 до 22,4 |
0,35 |
38 |
48 |
60 |
75 |
95 |
— |
— |
— |
|
0,5 |
45 |
56 |
71 |
90 |
112 |
(140) |
— |
— |
|
|
0,75 |
53 |
67 |
85 |
106 |
132 |
(170) |
— |
— |
|
|
1 |
60 |
75 |
95 |
118 |
150 |
190 |
236 |
300 |
|
|
1,25 |
67 |
85 |
106 |
132 |
170 |
212 |
265 |
335 |
|
|
1,5 |
71 |
90 |
112 |
140 |
180 |
224 |
280 |
355 |
|
|
1,75 |
75 |
95 |
118 |
150 |
190 |
236 |
300 |
375 |
|
|
2 |
80 |
100 |
125 |
160 |
200 |
250 |
315 |
400 |
|
|
2,5 |
85 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
|
|
Св. 22,4 до 45 |
0,5 |
48 |
60 |
75 |
95 |
118 |
— |
— |
— |
|
0,75 |
56 |
71 |
90 |
112 |
140 |
(180) |
— |
— |
|
|
1 |
63 |
80 |
100 |
125 |
160 |
200 |
250 |
315 |
|
|
1,5 |
75 |
95 |
118 |
150 |
190 |
236 |
300 |
375 |
|
|
2 |
85 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
|
|
3 |
100 |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
|
|
3,5 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
530 |
|
|
4 |
112 |
140 |
180 |
224 |
280 |
355 |
450 |
560 |
|
|
4,5 |
118 |
150 |
190 |
236 |
300 |
375 |
475 |
600 |
|
|
Св. 45 до 90 |
0,5 |
50 |
63 |
80 |
100 |
125 |
— |
— |
— |
|
0,75 |
60 |
75 |
95 |
118 |
150 |
— |
— |
— |
|
|
1 |
71 |
90 |
112 |
140 |
180 |
224 |
280 |
355 |
|
|
1,5 |
80 |
100 |
125 |
160 |
200 |
250 |
315 |
400 |
|
|
2 |
90 |
112 |
140 |
180 |
224 |
280 |
355 |
450 |
|
|
3 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
530 |
|
|
4 |
118 |
150 |
190 |
236 |
300 |
375 |
475 |
600 |
|
|
5 |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
630 |
|
|
5,5 |
132 |
170 |
212 |
265 |
335 |
425 |
530 |
670 |
|
|
6 |
140 |
180 |
224 |
280 |
355 |
450 |
560 |
710 |
|
|
Св. 90 до 180 |
0,75 |
63 |
80 |
100 |
125 |
160 |
— |
— |
— |
|
1 |
75 |
95 |
118 |
150 |
190 |
— |
— |
— |
|
|
1,5 |
85 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
|
|
2 |
95 |
118 |
150 |
190 |
236 |
300 |
375 |
475 |
|
|
3 |
112 |
140 |
180 |
224 |
280 |
355 |
450 |
560 |
|
|
4 |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
630 |
|
|
6 |
150 |
190 |
236 |
300 |
375 |
475 |
600 |
750 |
|
|
Св. 180 до 355 |
1,5 |
90 |
112 |
140 |
180 |
224 |
280 |
355 |
— |
|
2 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
530 |
|
|
3 |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
630 |
|
|
4 |
140 |
180 |
224 |
280 |
355 |
450 |
560 |
710 |
|
|
6 |
160 |
200 |
250 |
315 |
400 |
500 |
630 |
800 |
|
|
Св. 355 до 600 |
2 |
112 |
140 |
180 |
224 |
280 |
355 |
450 |
— |
|
4 |
150 |
190 |
236 |
300 |
375 |
475 |
600 |
750 |
|
|
6 |
170 |
212 |
265 |
335 |
425 |
530 |
670 |
850 |
Примечание. Значения, указанные в скобках, по возможности не применять.
Таблица 6
Допуски диаметра D2
|
Шаг Р, мм |
Степень точности |
|||||||
|
4 |
5 |
6 |
7 |
8 |
9 |
|||
|
Допуск ТD2, мкм |
||||||||
|
От 1 до 1,4 |
0,2 |
40 |
50 |
63 |
— |
— |
— |
|
|
0,25 |
45 |
56 |
71 |
— |
— |
— |
||
|
0,3 |
48 |
60 |
75 |
— |
— |
— |
||
|
Св. 1,4 до 2,8 |
0,2 |
42 |
53 |
67 |
— |
— |
— |
|
|
0,25 |
48 |
60 |
75 |
— |
— |
— |
||
|
0,35 |
53 |
67 |
85 |
— |
— |
— |
||
|
0,4 |
56 |
71 |
90 |
— |
— |
— |
||
|
0,45 |
60 |
75 |
95 |
— |
— |
— |
||
|
Св. 2,8 до 5,6 |
0,25 |
48 |
60 |
75 |
— |
— |
— |
|
|
0,35 |
56 |
71 |
90 |
— |
— |
— |
||
|
0,5 |
63 |
80 |
100 |
125 |
— |
— |
||
|
0,6 |
71 |
90 |
112 |
140 |
— |
— |
||
|
0,7 |
75 |
95 |
118 |
150 |
— |
— |
||
|
0,75 |
75 |
95 |
118 |
150 |
— |
— |
||
|
0,8 |
80 |
100 |
125 |
160 |
200 |
250 |
||
|
Св. 5,6 до 11,2 |
0,25 |
53 |
67 |
85 |
— |
— |
— |
|
|
0,35 |
60 |
75 |
95 |
— |
— |
— |
||
|
0,5 |
71 |
90 |
112 |
140 |
— |
— |
||
|
0,75 |
85 |
106 |
132 |
170 |
— |
— |
||
|
1 |
95 |
118 |
150 |
190 |
236 |
300 |
||
|
1,25 |
100 |
125 |
160 |
200 |
250 |
315 |
||
|
1,5 |
112 |
140 |
180 |
224 |
280 |
355 |
||
|
Св. 11,2 до 22,4 |
0,35 |
63 |
80 |
100 |
— |
— |
— |
|
|
0,5 |
75 |
95 |
118 |
150 |
— |
— |
||
|
0,75 |
90 |
112 |
140 |
180 |
— |
— |
||
|
1 |
100 |
125 |
160 |
200 |
250 |
315 |
||
|
1,25 |
112 |
140 |
180 |
224 |
280 |
355 |
||
|
1,5 |
118 |
150 |
190 |
236 |
300 |
375 |
||
|
1,75 |
125 |
160 |
200 |
250 |
315 |
400 |
||
|
2 |
132 |
170 |
212 |
265 |
335 |
425 |
||
|
2,5 |
140 |
180 |
224 |
280 |
355 |
450 |
||
|
Св. 22,4 до 45 |
0,5 |
80 |
100 |
125 |
— |
— |
— |
|
|
0,75 |
95 |
118 |
150 |
190 |
— |
— |
||
|
1 |
106 |
13,2 |
170 |
212 |
265 |
335 |
||
|
1,5 |
125 |
160 |
200 |
250 |
315 |
400 |
||
|
2 |
140 |
180 |
224 |
280 |
355 |
450 |
||
|
3 |
170 |
212 |
265 |
335 |
425 |
530 |
||
|
3,5 |
180 |
224 |
280 |
355 |
450 |
560 |
||
|
4 |
190 |
236 |
300 |
375 |
475 |
600 |
||
|
4,5 |
200 |
250 |
315 |
400 |
500 |
630 |
||
|
Св. 45 до 90 |
0,5 |
85 |
106 |
132 |
— |
— |
— |
|
|
0,75 |
100 |
125 |
160 |
— |
— |
— |
||
|
1 |
118 |
150 |
190 |
236 |
300 |
375 |
||
|
1,5 |
132 |
170 |
212 |
265 |
335 |
425 |
||
|
2 |
150 |
190 |
236 |
300 |
375 |
475 |
||
|
3 |
180 |
224 |
280 |
355 |
450 |
560 |
||
|
4 |
200 |
250 |
315 |
400 |
500 |
630 |
||
|
5 |
212 |
265 |
335 |
425 |
530 |
670 |
||
|
5,5 |
224 |
280 |
355 |
450 |
560 |
710 |
||
|
6 |
236 |
300 |
375 |
475 |
600 |
750 |
||
|
Св. 90 до 180 |
0,75 |
106 |
132 |
170 |
— |
— |
— |
|
|
1 |
125 |
160 |
200 |
250 |
— |
— |
||
|
1,5 |
140 |
180 |
224 |
280 |
355 |
450 |
||
|
2 |
160 |
200 |
250 |
315 |
400 |
500 |
||
|
3 |
190 |
236 |
300 |
375 |
475 |
600 |
||
|
4 |
212 |
265 |
335 |
425 |
530 |
670 |
||
|
6 |
250 |
315 |
400 |
500 |
630 |
800 |
||
|
Св. 180 до 355 |
1,5 |
150 |
190 |
236 |
300 |
375 |
— |
|
|
2 |
180 |
224 |
280 |
355 |
450 |
560 |
||
|
3 |
212 |
265 |
335 |
425 |
530 |
670 |
||
|
4 |
236 |
300 |
375 |
475 |
600 |
750 |
||
|
6 |
265 |
335 |
425 |
530 |
670 |
850 |
||
|
Св. 355 до 600 |
2 |
190 |
236 |
300 |
375 |
475 |
— |
|
|
4 |
250 |
315 |
400 |
500 |
630 |
800 |
||
|
6 |
280 |
355 |
450 |
560 |
710 |
900 |
||
Параметры резьбы и ее разновидности
Процесс нарезания внутренних канавок в отверстии метчиком:1 – вороток; 2 – метчик; 3 – деталь с подготовленным отверстием
Принято делить резьбы по типам и назначению. Есть несколько критериев, которыми пользуются для определения определенного вида:
единицы измерения. Основными мировыми исчислениями для техники являются СИ и дюймовая система. Принято пользоваться миллиметрами или дюймами
Важно! При создании трубопроводной сети используют дюймовую трубную резьбу; в зависимости от числа нарезаемых ручьев принято делить на: одно-, двух- и трехзаходные резьбовые изделия. Большее количество применяется крайне редко; важным показателем является вид профиля вырезаемой канавки
Чаще всего применяют треугольный вид. Он может иметь 60 ⁰ при вершине (метрические) или 55 ⁰ – дюймовые. Помимо этого изготавливают прямоугольные (для ходовых винтов и гаек), круглые (для электрических ламп) и трапециевидные (упорные типы); по направлению вращения делят на: правые (если смотреть вдоль оси и движении вперед, то вращение происходит по часовой стрелке), левые – закручивание производится вращением против часовой стрелки; уже отмечалось, что нарезают канавки снаружи (наружная) и внутри (резьба в отверстии); по форме образующей поверхности: цилиндрическая (распространена повсеместно) и коническая (используется при изготовлении затягивающихся пробок); назначение резьбовых сочленений может быть различным: крепежное (соединяет детали в единый узел); крепежно-уплотнительный (не только фиксирует детали между собой, а также предотвращает проникновение газов и жидкостей между соединяемыми изделиями); ходовые, предназначенные для ориентированного перемещения вдоль оси винтовой поверхности на заданное расстояние.
Основные параметры резьбового соединения (метрическая, заглавные буквы обозначают внутреннюю поверхность гайки, строчные – отвечают за наружную болта):
d – наружный диаметр болта, на поверхности которого нарезается резьба. Номинальный параметр, мм; D – наружный диаметр резьбы на гайке, мм; d₂ – значение среднего диаметра на болте, мм; D₂ – размер среднего диаметра гайки, мм; D₁ – диаметр гайки внутри канавок, мм; d₁ – диаметр болта по внутренней поверхности винтовой линии, мм; D₁ – минимальный диаметр канавки на гайках, мм; d₃ – минимальный диаметр болта по канавкам, мм; Р – резьбовой шаг, мм; Н – высота треугольника, задающего профиль резьбы.
Основные типы резьбы
На практике чаще всего используется метрическая резьба. Ее обозначают буквой М (в импортном исполнении могут указывать букву J). Рядом указывается число, характеризующее номинальный диаметр соединения. Но кроме обычных метрических исполнений используются еще ряд специальных:
МК (JK) – метрическая для конусов; G или R – дюймовая трубная. Для отечественных пользователей на чертежах указывается значок дюйма (“) и надпись трубная; Е – круглая с профилем Эдисона используется для электрических ламп. В отечественном исполнении принято указывать номинальный диаметр и добавлять круглая электроламповая
Внимание! На практике специального инструмента для нареки подобных устройств нет. Винтовая линия производится накатыванием на тонкостенную жесть
Подобные операции выполняются в условиях крупных предприятий; Тr – трапециевидная поверхность профиля. В отечественных изделиях обязательно прописывается слово трапециевидная с обязательным указанием параметров трапеции; Кр – появление на рынке сантехнической арматуры импортного исполнения привело к тому, что появилась круглая резьба для санитарно-технических устройств, изготавливаемых на базе сплавов меди. Использование подобных изделий ограничено, но некоторые могут с ними столкнуться в повседневной практике; S и S45 – упорный тип профиля резьбового соединения. Имеет довольно ограниченное применение. Она встречается в станках, а также на судах. S45 указывает на усиленное исполнение; BSW, UTS – так обозначают дюймовые резьбы в спецификациях. BSW – это цилиндрическое исполнение. UTS – конический вид винтовой линии; NPT – для нефтяников существует свой стандарт резьбовых соединений труб. Здесь традиционно применяется дюймовый размер. В зависимости от диаметра могут использоваться треугольные или прямоугольные виды профилей.
Основные типы резьбы по ГОСТ и отраслевым стандартам





