Как изготовить трубогиб своими руками для профильной трубы: размеры, чертежи
Содержание:
- Виды трубогибов и их конструкция
- Полезные советы
- Роликовый трубогиб на автомобильных ступицах
- Как устроен трубогиб
- Устройство трубогибочного станка и инструкция по его сборке
- Классификация приспособлений для сгибания труб
- Ручной трубогиб для профильных труб своими руками
- Основные элементы конструкции
- Делаем арбалетный трубогиб
- Прокатка
- Как устроен трубогиб?
- Виды станков
Виды трубогибов и их конструкция
Строительная индустрия производит профилегибочные станки в широком ассортименте. Они предназначены для обработки металлопроката с различными техническими характеристиками и решения конкретных задач.
Ручные
Компактные мобильные устройства применяют для изготовления дуговых элементов из профильных труб небольших размеров. Ручной инструмент работает за счет мускульных усилий человека.
Разновидности ручных трубогибов:
- с ведущим центральным валом;
- с подвижным крайним роликом;
- поворотный.
Конструкция ручного трубогиба с ведущим центральным валом состоит из основания, двух опорных роликов и одного подвижного. Воздействие регулируют воротом прижимного винта, вставленным в верхнюю часть механизма.
Роликовый трубогиб с прижимным винтом на центральном валу
Трубу протягивают через валы вручную помощью рукоятки и закрепленной на осях роликов цепи. Давление усиливают, опуская нажимной болт. Профиль постепенно изгибается и приобретает форму дуги.
Ручной профилегиб может оборудоваться подвижным крайним роликом. Его закрепляют к части рамы, соединенной со станиной мощными петлями.
Высоту подъема изменяют домкратом, поднимая край стола. Ручка для протягивания металлоизделия крепится к центральному неподвижному ролику.
Трубогиб с подвижной частью станины
Для изготовления крутоизогнутых участков из трубы 20х20, 30х20 и 40х20 мм с толщиной стенки до 1,5 мм применяют поворотные ручные трубогибы. Они позволяют согнуть профиль на угол до 360°.
Поворотный трубогиб
Устройство закрепляют на станине или столе горизонтально, в проточку нужного размера вставляют металлоконструкцию. Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Гидравлические
В таких трубогибах усилие нагнетается гидравлическим двигателем. Гидроцилиндры передают участку трубы давление до 12 тонн, что позволяет согнуть даже крупные заготовки.
Гидравлические трубогибы выпускаются промышленностью в двух вариантах:
Ручной. Трубу вставляют в сменный шаблон подходящего размера — опорный башмак, который надежно фиксирует изделие при гибке. Гидроцилиндр приводится в действие рукояткой, возвращается в исходное положение при помощи обратного клапана. Инструмент переносной, применяется для обработки профилей размером до 50 мм.
Ручной гидравлический инструмент
С электроприводом. Более мощные устройства позволяют сгибать трубу сечением до 150 мм и толщиной стенки до 3 мм. Электродвигатели снабжены двухступенчатыми телескопическими гидроцилиндрами. Благодаря этому в конце рабочего хода развивается большое усилие.
Гидравлический трубогиб с электроприводом
Гидравлические трубогибы обладают высокой производительностью и обрабатывают конструкции с высокой точностью. Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Электромеханические
Электрический роликовый профессиональный профилегиб — технологичное оборудование для изготовления изогнутых тонко- и толстостенных металлических конструкций. Позволяет автоматизировать выполнение больших объемов работ.
Электромеханические трубогибы могут быть ручными или стационарными. Первые используют для гнутья труб диаметром до 50 мм в условиях, где доступно электропитание. Вторые — габаритные станки с мощными двигателями, устанавливаемые в промышленных цехах. Ими управляют операторы посредством ЧПУ.
Электромеханический станок с ЧПУ
Изгиб профиля формируют один или несколько валов. По способу гибки различают трубогибы:
- намоточные — элемент изгибается при вращении вокруг неподвижного шкива;
- обкатывающие — кривизну детали придает подвижный ролик, при проходе прижимающий ее к шаблону;
- вальцовочные — профиль протягивают через три валка, два из которых неподвижны, а третий перемещается относительно других;
- выдавливающие — работает по типу арбалета, сгибает заготовку выдвигающимся пуансоном с насадкой, выполненной под трубу определенного размера.
Стальной профиль чаще всего изгибают вальцовочными станками, где усилие распределяется более равномерно.
В роликовых трубогибах прокат квадратного или прямоугольного сечения испытывает меньшие деформации, при которых сохраняется устойчивость стенок.
Полезные советы
- Съемные ролики различного вида дадут возможность проводить работу как с профильной трубой, так и с круглой.
- Чтобы гибочный механизм был наиболее многофункциональным, упорные ролики желательно делать подвижными. Благодаря этому можно менять радиус излома трубы.
- Если изгиб осуществляется при помощи шаблона, то для того, чтобы труба плотно прилегала к образцу, возможно применение железных крючков для упора.
- Если профильную трубу надобно согнуть под наибольшим радиусом, то правильнее применять трубогиб с тремя роликами.
- Следует не забывать, что в месте изгиба профиль утрачивает прочность. По этой причине, если используются углы ближе к 90 градусам, правильнее всего разрезать трубу и при помощи сварки придать ей нужный угол сгиба.


- К каждому заводскому станку прилагается подробная инструкция по эксплуатации, в которой указываются все характеристики и технические данные устройства. Чтобы станок служил долго и без поломок, следует перед началом работ в обязательном порядке ознакомиться с инструкцией.
- Не нужно забывать про средства индивидуальной защиты. Во время работы с болгаркой необходимо применять очки либо предохранительный щиток, а сварные дела осуществлять в специальной одежде, перчатках и сварочной маске.
В следующем видео вас ждет полная инструкция по сборке трубогиба в домашних условиях.
Роликовый трубогиб на автомобильных ступицах
Ограничение самодельных роликовых трубогибов – сложность производства сменных профилированных роликов. Обойти эту сложность можно, если в качестве секторов использовать автомобильные ступицы
Габариты приспособления увеличатся, но взамен возрастут его надёжность и устойчивость, что важно при сгибании длинных и толстостенных труб. Для изготовления потребуются:
- Три автомобильных ступицы: две – подвижных, расположенных консольно, и одна – неподвижная, которая размещается продольно к оси устройства.
- Две коротких оси, которые собираются на жёстком сварном кронштейне.
- Поворотный механизм кулачкового или эксцентрикового типов, при помощи которого можно изменять расстояние между ступицами.
- Осевая продольная направляющая, в качестве которой можно взять по размерам холоднокатаный швеллер.
- Плоские ограничители хода.
- Внутренний направляющий швеллер с отверстиями под болтовое крепление ограничителей.
- Поворотная ручка.
Такая конструкция оправдает себя при изготовлении пространственных трубчатых элементов сложной формы. Наличие двух ступиц, диски которых разнесены по противоположным частям основания, позволяет прикладывать усилие локально, только к той части трубы, которая в данный момент изгибается. Это искупает такие недостатки конструкции, как сложность монтажа и наладки, а также увеличенные габаритные размеры.
Как устроен трубогиб
Металлопрокат, согнутый под определённым углом, необходим во многих конструкциях. В их числе:
- инженерные коммуникации в жилых домах: водопровод, канализация, вентиляция;
- ограждения по периметру участка;
- мебель домашняя и садовая;
- теплицы;
- беседки и навесы.
Сложные металлические конструкции требуют использования сгонов или трубогиба
Согнуть можно любой металлопрокат, главное – использовать правильный инструмент для этой цели. Придавать необходимую форму можно не только стальным конструкциям, сгибанию поддаются металлопластик, медь, алюминий.
Чтобы грамотно использовать инструмент, необходимо внимательно изучить советы профессионалов на видео. Трубогиб своими руками для профильной трубы может быть изготовлен в простом, ручном варианте или с использованием гидравлики.
Считается, что профильный материал труднее поддается сгибанию
Гидравлические устройства быстро и качественно согнут любые металлические детали.
Обычный, фронтальный трубогиб состоит из следующих элементов:
- трёх металлических валов;
- цепи привода;
- вращающейся оси;
- поворотного механизма;
- рамы из металлического профиля.
Схема ручного устройства
Иногда валы делают из дерева или пластика, но стоит принять во внимание, что подобные ролики справятся не с любой трубой. Если не рассчитать сопротивление материала, валы могут просто разрушиться
Устройство трубогибочного станка и инструкция по его сборке
Вне зависимости от того, какие расходные материалы и механизмы есть в вашей домашней мастерской или гараже, станок для гибки профильной трубы своими руками может быть изготовлен по различным конструктивным схемам. Сделав даже простейший самодельный трубогиб, в дальнейшем, если в этом возникнет необходимость, вы сможете усовершенствовать его конструкцию, наделив такое оборудование рядом дополнительных функций.
Конструкция станка для гибки труб (в разрезе)
Основными элементами конструкции любого станка, на котором выполняется , являются:
- несущая рама, которая изготавливается из мощного металлического профиля;
- три вала, вращающиеся на отдельных осях (именно посредством таких элементов, которые должны отличаться высокой прочностью, гибочные станки и воздействуют на профильную трубу, деформируя ее на требуемый угол изгиба);
- механизм, при помощи которого рабочие валы приводятся во вращение;
- цепь, соединяющая элементы приводного механизма.
Перед изготовлением самодельного оборудования для гибки желательно подготовить его чертеж или найти готовый в интернете. Более того, там можно обнаружить и видео с подробной инструкцией, объясняющей процесс изготовления устройства для изгиба профильных труб.
Чертеж трубогиба
После того как подготовлен, можно приступать к сборке несущей рамы. Если вы планируете применять свой трубогибочный станок для труб большого диаметра, то для сборки его несущей рамы лучше не использовать сварку: она не сможет обеспечить конструкции оборудования требуемую надежность. В таких случаях элементы рамы лучше соединить между собой при помощи болтов. Использование болтовых соединений, кроме того, сделает ваш трубогибочный станок более мобильным, вы в любой момент сможете быстро разобрать его и перевезти в другое место.
Детали трубогиба: подшипники, валы и цепная передача
Валы, которыми оснащается любой гибочный станок для профильной трубы, – это цилиндры с осями вращения, изготовленные из высокопрочной стали. Как уже говорилось выше, на трубогибочный станок устанавливают три рабочих вала, при этом два из них фиксируются немного выше поверхности рабочего стола, а третий – над ними. Радиусы гибки труб зависят от того, на каком расстоянии располагаются между собой рабочие поверхности нижних валов. Таким образом, если, создавая свой трубогибочный станок, вы сразу предусмотрите в его конструкции возможность горизонтального перемещения нижних валов и вертикального – верхнего, вы сможете регулировать параметры выполняемого сгиба, а также обрабатывать трубы различного размера.
Сваренная из толстого металла П-образная каретка с прижимным валом
Для закрепления подшипников используются «полумесяцы» из 4-миллиметрового металла
После того как все рабочие валы трубогибочного станка установлены на раме, необходимо собрать механизм, который будет приводить их во вращение. В качестве такого механизма лучше всего использовать цепную передачу, элементами которой будут три звездочки и сама цепь, соответствующая им по своим параметрам. Две звездочки устанавливаются на оба нижних вала трубогиба для профильной трубы, а третья фиксируется ниже, на одном из элементов несущей рамы
Очень важно предусмотреть возможность изменения положения нижней звездочки, так как это позволит вам выполнять натяжку цепи на трубогибочном станке. Чтобы приводным механизмом станка можно было легко управлять, на одной из звездочек фиксируют ручку, которую следует сделать не только прочной, но и максимально удобной в работе
Трубогиб собран и готов к испытанию
По завершении сборки станка следует выполнить на нем тестовый изгиб трубы. Если результаты теста вас удовлетворили, можно начинать пользоваться своим оборудованием.
Классификация приспособлений для сгибания труб
Устройства для гибки стальных труб классифицируются:
- по степени мобильности (стационарные и переносные);
- по типу привода (ручной, электрический, гидравлический, электрогидравлический);
- по способу воздействия (обкатка (роликовый), намотка, воздействие штоком (арбалетный), прокатка).
Суть способов воздействия трубогиба на трубу заключается в следующем.
Обкатка
При таком способе один конец трубы зажимается, а для придания ей требуемого изгиба используется неподвижный шаблон. Для обкатки изделия вокруг шаблона используются прижимные ролики.
Чертежи обкаточного трубогиба
Намотка
В таком устройстве труба прижимается к подвижному шаблону (ролику), на который она и наматывается, протягиваясь между вращающимся роликом и специальным упором, установленным в начале точки гиба.
Схема трубогиба, работающего по принципу намотки
Арбалетные трубогибы
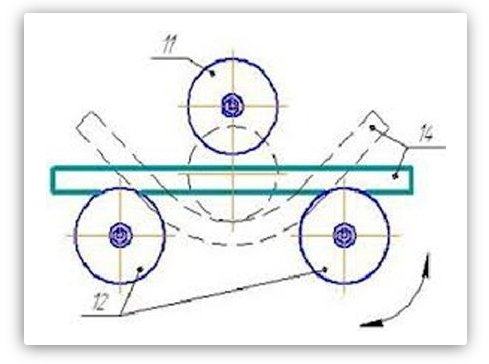
В таком трубогибе труба опирается на два неподвижных ролика, а сгибание выполняет шаблон, который закреплен на подвижном штоке. Шаблон давит на середину закрепленного участка трубы, тем самым придавая ей требуемый угол изгиба.
Схема арбалетного трубогиба: 2 — домкрат, 3 — башмак (пуансон)
Прокатка, или вальцовка
Требуемый радиус изгиба получают при помощи трехвалкового устройства, основу конструкции которого составляют два опорных и один центральный ролик. На трубу осуществляет давление центральный ролик, положение которого и определяет радиус ее изгиба. является более универсальным, во всех остальных станках радиус изгиба зависит от используемого шаблона.
Ручной прокаточный трубогиб компактных размеров
Изготовление трубогиба, работающего по принципу намотки, не отличается простотой, поэтому такое устройство делают преимущественно промышленным способом. Арбалетный метод обладает еще одним значительным недостатком: давление от штока с закрепленным на нем шаблоном, который называется башмак, сосредоточено в его верхней части. Такой способ воздействия на трубу приводит к ее значительному растяжению по наружному радиусу изгиба, что может сопровождаться уменьшением толщины стенки и даже ее разрывом. Особенно не рекомендуется использовать арбалетный способ для гибки тонкостенных изделий.
Пример самодельного трубогиба прокаточного (вальцовочного) типа
Станок, работающий по принципу прокатки (вальцовки), практически не имеет всех вышеперечисленных недостатков, такую технологию используют при производстве отводов в заводских условиях.
Станок для сгибания труб, изготовленный своими руками, может иметь различную конструкцию. Выбирать ее тип следует исходя из того, какой радиус вам необходим. Существует перечень рекомендаций, в соответствии с которыми и осуществляется выбор конкретной модели устройства для сгибания стальных труб. Важные параметры, которые необходимо учесть, это толщина стенок трубы и ее общий диаметр. Перед началом работы с трубогибом не помешает ознакомиться данными таблицы, отображающей максимально возможные радиусы для изгибания стальных труб.
Зависимость радиуса изгиба от диаметра и толщины стенок трубы
Чтобы получить радиус загиба меньший, чем оговорено в таких рекомендациях, необходимо использовать или горячее вальцевание, которое применяется преимущественно в производственных условиях. Устройство с дорном сложнее создать в домашних условиях, поэтому их намного реже делают самостоятельно, отдавая предпочтение вальцовочным.
Для того чтобы самостоятельно выполнить горячую прокатку трубы, можно прибегнуть к использованию трубогиба, сделанного своими руками, но при условии, что он полностью изготовлен из металла, а его станина отличается высокой надежностью. Для выполнения такой технологической операции дополнительно потребуется паяльная лампа или газовая горелка.
Ручной трубогиб для профильных труб своими руками
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
Шаблон из дерева
Тонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
- швеллер №8 или №10 для жесткой рамы;
- 2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
- ролик с насечками для подвижного вала;
- готовые подшипниковые узлы;
- 2 или 3 шестерни или «звездочки»;
- стальная цепь;
- прижимной винт;
- тонкая труба для ворота;
- рукоятка;
- сварочный аппарат;
- дрель;
- «болгарка»;
- молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок
При трудоемкой работе с металлом это особенно важно
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
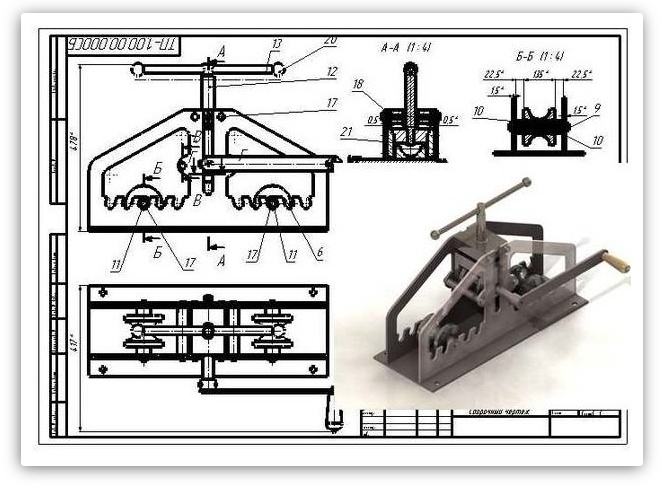
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
Чертеж и общий вид ручного инструмента
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
- Раскроить швеллер по размерам стоек и основания.
- Просверлить отверстия в деталях рамы под крепление роликов.
- Сварить из швеллера опорную раму со стойками.
- Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
- Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
-
Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
- Прикрутить подшипниковые узлы к раме.
- Вставить ворот в отверстие прижимного болта.
- На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
- Провести пробные испытания, если нужно, внести коррективы.
Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
Готовый самодельный станок
Чтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
https://youtube.com/watch?v=W3SXjpAF1GM
Основные элементы конструкции
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:
- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?
Схема простого трубогиба с размерами в мм
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.
Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
Видео: процесс работы по изгибанию трубы
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма
Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления
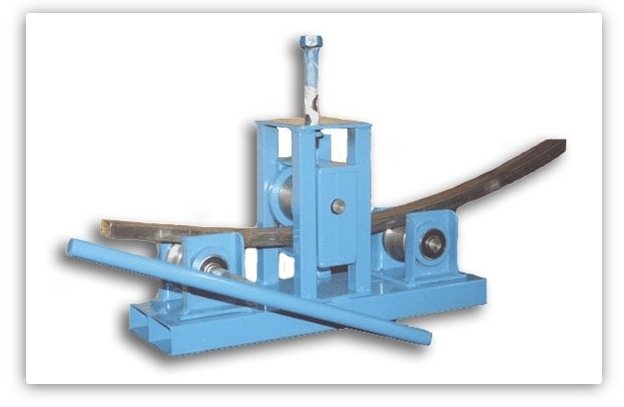
Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.
Делаем арбалетный трубогиб
Арбалетный трубогиб наиболее компактен, хотя и отличается повышенной трудоёмкостью изготовления. Последовательность работы устройства заключается в том, что подлежащая изгибу трубчатая заготовка прижимается к двум жёстко зафиксированным на раме стальным роликам, расстояние между которыми определяется радиусом. В корпус трубогиба вмонтирован ручной гидроцилиндр (часто используют тормозной, от автомобиля). Нажимая на курок, производят впуск в одну из полостей цилиндра жидкости высокого давления, под воздействием которой шток поршня начинает перемещение к деформируемой заготовке. Поскольку ролики и цилиндр устанавливаются на одной опорной плите, то точность работы арбалетного трубогиба будет зависеть только от качества изготовления и сборки.
Достоинство устройства – исключение физических нагрузок, прикладываемых пользователем (в качестве источника давления можно использовать обычный домкрат). Недостаток – повышенная сложность работ в доме при сборке и наладке устройства: необходимо изготовить несущую рамку, тщательно подогнать её к имеющимся размерам домкрата, обеспечить соосность роликов и перпендикулярность перемещения штока оси исходной заготовки.
Прокатка
Если рассматривать трубогибы по степени эволюции, то этот тип стоит на вершине. Наверное поэтому его так любят использовать профессионалы. Три вращающихся ролика (иногда добавляют в пару к одному из них четвертый), постепенно изменяемая сила прижима и повторяемая для каждого положения прижимного ролика прокатка — все это обеспечивает максимально щадящий режим для трубы. Стенки растягиваются равномерно, профиль на каждом участке изгиба постоянный.
Принцип действия показан на этой простой схемке.
Примеров воплощения множество. За счет прокатки трубы в определенном сегменте и положения прижимного (среднего) ролика радиус изгиба регулируется.
На фото ниже самый простой пример по приводу (ручной), но очень привлекательный по исполнению.

Рамная конструкция из квадратной трубы, к боковым стойкам закреплены на стационарных осях вращающиеся упорные ролики. Внутри рамы установлены спаренные направляющие в виде круглых труб, по которым перемещается прижимной ролик. С другой стороны рамы на оси ролика стоит колесо, за счет которого происходит прокатка трубы. Положение прижимного ролика изменяется при помощи винтовой передачи.
По этой же схеме можно сделать устройство попроще.
Принцип тот же — исполнение легче. Боковые несущие и основание делаются из листа. Перемещение штока винтовое, но для движения оси прижимного ролика не нужны дополнительные направляющие. Конечно, большие трубы на нем не согнешь, но для бытовых целей он подходит. Есть у него небольшое преимущество перед первым вариантом — изменяемое положение опорных роликов, а следовательно, изменение минимального радиуса изгиба.
Подобная схема хороша еще тем, что несущую конструкцию можно сделать из дерева. Металлическими можно оставить оси роликов, ручку для вращения и шток (не говоря о крепеже). Даже ролики можно сделать деревянными или подобрать полимерные.
Это были образцы с протяжкой трубы вращением центрального ролика.
Можно движение задавать опорными роликами.
Проще сделать конструкцию трубогиба с прокруткой одного ролика, но у него возможности меньше.
С вращением одновременно двух роликов, конструкция становится сложнее за счет передачи вращения между ними.
Другой образец использует затягивание прижимного ролика снизу.

Некоторые считают, что так легче контролировать процесс работы — труба «не загораживается» несущей конструкцией. У этой модели даже предусмотрены две пары роликов — для круглой и профильной трубы.
Как устроен трубогиб?
Конкретная конструкция приспособления зависит, прежде всего, от его предназначения, однако в обязательном порядке трубогиб включает в себя:
- раму;
- пару трубных упоров;
- гидроцилиндр;
- планки (верхняя/нижняя).
Заметим также, что рама может быть как открытой, так и закрытой. Что касается гидроцилиндра, то он – это главная часть приспособления, которая выполняет силовую функцию.
Также в схеме трубогиба своими руками присутствует нагнетательное устройство, которое размещается на тыльной части корпуса; в этом же месте располагается винт перепускного клапана, рукоятка. А вот сверху цилиндра имеется пробка, посредством которой внутрь заливается масло и проверяется его уровень. Размещенная внизу планка агрегата накручивается на резьбу, находящуюся спереди корпуса, а затем прижимается специальной фиксирующей гайкой. Дополнительно планка крепится замком и парой винтов.
Для ручного усиления применяется выдвижной шток, возвращающийся назад благодаря пружине, которая располагается в цилиндре. Планки трубогиба выполнены как сварная конструкция. На поперечных пластинах имеются отверстия, посредством которых устанавливаются упоры. В нижней части корпуса есть еще резьбовые отверстия для установочных болтов, регулируемые по высоте.
Рассматривая трубогиб своими руками, нельзя не отметить тот факт, что профильные трубы с тонкими стенками пользуются в последние годы все большей популярностью, более того, они дают возможность создавать долговечные и привлекательные конструкции, а также экономить на строительных работах. Именно из таких труб сегодня делают теплицы, различные навесы. Чем же отличается профильная труба от обыкновенной? Прежде всего, поперечным сечением, которое в данном случае не круглое, а овальное, прямоугольное либо квадратное. Именно этим и объясняются конструктивные особенности трубогиба для данного типа труб – ролики должны быть такого же сечения, что и сгибаемые изделия, в противном случае сечение последних может быть деформировано.
Виды станков
Согласно требованиям эксплуатации, различают неподвижные (стационарные) и ручные станки. Стационарные конструкции применяются в большей степени на заводах. Сделанный собственными руками ручной прибор более подойдет для выполнения работ в бытовых условиях.
В зависимости от привода существует несколько разновидностей трубогибочных устройств:
- Гидравлические (применяется гидродомкрат). Бывают стационарными и ручными. Сгибают трубы диаметром до 3 дюймов. Такие станки применяются в специальных производствах и могут осуществлять внушительный объем работ.
- Механические. Давление образовывается ручным способом при помощи основного винта либо рычага.
- Электрические. Сгибание происходит за счет электродвигателя), подходит для изгиба любых труб – как с тонкими, так и с толстыми стенками. Благодаря электронике производятся точные расчеты угла сгиба. Такие трубы не имеют деформаций.
- Электрогидравлические. Гидроцилиндр работает с помощью электродвигателя.
Изогнуть трубу возможно разными способами.
В связи с этим трубогибы по способу изгиба разделяют на:
- Сегментные. Снабжаются особым устройством, которое одновременно тянет и сгибает заготовку под нужным углом вокруг сегмента.
- Станок арбалетного вида. Оборудуется особым механизмом, состоящий из изгибающего компонента.
- Пружинные устройства. Снабжаются пружинами. На таких станках возможно обрабатывать металлопластиковые детали.
- Дерновый. Состоит из направляющей, которую располагают внутри трубы перед началом выполняемых работ. Такой элемент с дорном предохраняет деталь от деформации и сплющивания. Данный станок применяется при изготовлении автомобильных труб и для изгиба алюминиевых труб.
- Безворсовый. Гибка совершается за счет наматывания детали на гибочный ролик.
От длины заготовки, которую необходимо согнуть, используют устройства двух видов:
- рычажные станки;
- прокатные устройства.
Наиболее распространенными в использовании считаются устройства рычажного вида. Также имеются в промышленном производстве дерновые и арбалетные трубогибы. Принцип работы таких станков заключается в двух направляющих роликах и нажимного шаблона (дорна). Подобный механизм дает возможность осуществлять холодную обработку круглых металлических труб на малых участках. Благодаря своим малогабаритным размерам арбалетный трубогиб считается более распространенным прибором у профессиональных монтажников технических коммуникаций. Устройство получило свое название за счет того, что конструкция похожа на арбалет.
Для производства значительного количества монотипных деталей малого радиуса изгиба возможно применить трубогиб-улитку. Данный аппарат состоит из двух шкивов (колес) различного диаметра, зафиксированных на валах. Закрепив один конец трубы на колесе, роликом наименьшего диаметра (основным колесом) оказывают давление на заготовку, в то же время прокатывая ролик по обрабатываемому участку детали. Из-за чего труба сгибается вдоль поверхности большого шкива, приобретая его форму. Единственным минусом данного метода считается невыполнимость извлечения закруглений большего радиуса.
Практичными и универсальными в работе считаются прокатные (гибочные) станки, изготовленные своими руками, в которых возможна регулировка угла деформации металлической трубы. Самая простая система прокатного аппарата состоит из основания и зафиксированного на нем приводного вала, находящихся на определенной дистанции друг от друга. Давление на трубу оказывает подвижный ролик, а ее протягивание исполняется за счет вращения основных валов. При создании изгибов малого радиуса понадобится совершить 50-100 прогонов. Чтобы не возникало деформации, следует прокатывать изделие с одной и той же скоростью. Собрать прокатный механизм самостоятельно в бытовых условиях будет сложно, так как потребуются токарные и сварочные работы.





