Разметка отверстий для сверления
Содержание:
Сверление без лишних хлопот
Во время работы можно использовать насадку небольшого сечения, а также использованный зачистной круг для болгарки
Важно помнить, что он должен иметь меньший диаметр, чем создаваемое отверстие
Перед проведением работ на заготовке размечается окружность для отверстия, а вторая окружность будет меньше первой на расстояние, равное диаметру используемого сверла. После этого в противоположных местах окружности намечаются 2 отверстия. От них необходимо отступить 3 мм и наметить места для сверления. Таким образом сверление происходит по всей начерченной окружности. При необходимости подработки некоторые участки придется обработать зубилом. В результате создадутся зазубренные края, которые затем нужно будет обточить
Важно следить, чтобы во время проведения работ не происходило увеличение окружности, т. е
не расширять запланированный диаметр.
Конусное сверло
Изготавливаются описываемые типы сверл из инструментальной стали. Хвостовики таких изделий могут быть шестигранными и цилиндрическими. Режущая кромка снимает все заусенцы, поэтому кромка получается ровной. На конце сверлильной головки имеется заточенная вершина, которая позволяет производить предварительное сверление материала.
Используя такие изделия можно:
- производить создание пропилов диаметром до 30 мм;
- забыть о неровных краях;
- проводить растачивание различного диаметра, не меняя насадку.
Благодаря ступенчатым сверлам можно создавать пропилы различного диаметра в листовой стали толщиной до 4 мм. В отличие от простого конусного сверла при использовании таких изделий просверленный диаметр является фиксированным.
К недостаткам можно отнести:
- необходимость в применении инструмента с малыми оборотами и высоким крутящим моментом;
- чувствительность даже к небольшим перекосам.
Несмотря на указанные недостатки, данная насадка позволяет удобно работать с металлическими пластинами, быстро высверливая окружности нужного диаметра.
Коронка по металлу
Обработка металла является сложным процессом, поэтому подобные работы обычно производятся при использовании специализированного оборудования. Чтобы производить работу в бытовых условиях, можно использовать корончатые сверла.
Подобные изделия позволяют сделать края круглыми и отцентрированными. При этом для сверления используется стандартная дрель. Изделия состоят из нескольких частей:
- коронка;
- центровочная насадка;
- хвостовик изделия;
- винты, которые необходимы для закрепления.
При использовании корончатого сверла скорость проведения работ увеличивается до 10 раз. Также к преимуществам можно отнести возможность точно сверлить в диапазоне от 1,2 до 15 см.
При этом во время сверления не нужно производить центровку. Также стоит отметить, что такие сверла по сравнению со спиральными имеют более высокую износоустойчивость.
Перед началом работы производится установка центровочного сверла в центр окружности, после чего и осуществляется сверление. После этого происходит втягивание сверла и работа осуществляется коронкой.
Технология сверления
Процесс предполагает последовательное удаление слоя металла в окружности заданного диаметра с помощью режущего инструмента. Сверление металла объединяет два вида движения – вращательное и поступательное. Чтобы получить необходимые размеры отверстия в металлических заготовках необходимо точно выдерживать следующие параметры технологического процесса:
- скорость вращения режущего инструмента;
- скорость горизонтального или вертикального перемещения (в зависимости от взаимного расположения заготовки и сверла).
Отверстие в металле получается с заданными параметрами только при правильно выполненной подготовительной и основной операции, а также выборе необходимого оборудования и режущего инструмента. Часто для получения требуемой точности выполняют предварительное сверление. Оно называется черновое. Производится операция с пониженным классом точности. Далее осуществляется операция чистовой обработки с применением высокоточных станков и инструмента для металлических заготовок.
Во всех случаях для получения необходимого отверстия применяют различные виды свёрл. На сверлильных станках патрон с зафиксированным сверлом вращается и подводится к поверхности заготовки. На металлорежущих станках сверло закрепляется в задней бабке станка, а заготовка вращается. Второй способ позволяет получить более высокую точность отверстия и стенок полученного отверстия.
В зависимости от задач для обоих методов применяют следующие виды свёрл:
- спиральные (наиболее распространённый вид этого инструмента);
- с напаенными пластинками на режущую кромку;
- центровочные;
- пушечные;
- перьевые (применяются для сверления отверстий в заготовках из любых пород древесины).
Спиральные свёрла своей поперечной кромкой оказывают давление на поверхность металла. На этот процесс приходится более 65% усилия при вращательном и поступательном движении. В этот момент происходит значительное повышение температуры, как поверхности заготовки, так и передней кромки сверла. Поэтому необходимо правильно соблюдать тепловой режим в процессе сверления.
Для ускорения процесса резания в спиральных свёрлах применяют так называемую двойную заточку. Она позволяет более эффективно работать по наиболее твердым маркам металла, в том числе по чугуну. Такая заточка приводит к увеличению ширины стружки, снижается величина главного угла, повышается стойкость и долговечность сверла.
Технология создания центровочных отверстий предполагает применение специальных центровочных свёрл. Они изготавливаются из инструментальной стали и имеют двустороннюю комбинированную конструкцию.
Нанесение на режущую кромку сверла пластин, обладающих повышенной прочностью, позволяет использовать их для сверления изделий из чугуна, металла повышенной твёрдости, плотных строительных конструкций (из бетона, камня, керамического гранита и так далее).
Перовые свёрла отличаются конструкцией режущей кромки. Она выполнена в форме пластин. Обычно они применяются для изготовления отверстий в древесных заготовках. Иногда специальные перовые свёрла применяются для изготовления отверстий в твёрдых поковках и некоторых видах литья.
Технология сверления
Засверливать отверстия под рассматриваемые крепежные винты следует в точном соответствии с правилами и строго по инструкции.
Подготовить детали из древесины, очистить их поверхность от грязи и стружки.
Выполнить предварительную разметку участка сверления.
Одно из наиболее принципиальных условий – отверстия требуется сверлить строго под углом девяносто градусов
Особенно это важно для отверстий, что создаются в поперечных гранях ДСП. Сейчас часто применяются панели из ламинированного ДСП 16 мм толщиной
В этом случае при каком-либо отклонении от вертикали есть возможность попросту поцарапать или вовсе сломать заготовку. Чтобы не допустить подобного, на практике используют шаблон, посредством которого режущий инструмент будет стабильно входить в изделие под названным углом.
Проверить, подходит ли подобранное сверло под применяемый типоразмер евростяжки.
Выполнить высверливание под евровинт.
В пласт детали
Выполните разметку (0,8 см от кромки и 5–11 см вдоль изделия), после этого в отмеченной точке посредством шила проделайте выемку, это нужно, чтобы режущий инструментарий не «гулял» в первые секунды высверливания.
Перед засверливанием надо сделать подкладку под деталь из обрезка ненужного ЛДСП. Это даст возможность не допустить возникновения сколов на выходе проделываемого отверстия.
Когда изделие будет просверлено насквозь, замените подложенный кусок древесно-стружечной плиты и подставьте вместо него что-нибудь повыше, чтобы заготовка оказалась на весу, и продолжайте работу.
В торце
Как и во всех вышеописанных случаях, главный принцип здесь – сверло необходимо располагать строго под прямым углом относительно заготовки. Значительно сложнее все, если требуется просверлить торец заготовки
Выполнять работу необходимо очень осторожно, иначе сверло может «ускользнуть» в сторону и тем самым подпортить изделие
При работе с торцом элемента из ДСП нужно извлекать режущий инструмент, чтобы оно не засорялось стружкой.
В двух одновременно
Этот способ является особенно точным, при этом он и наиболее быстрый. Однако чтобы просверлить отверстие в нескольких элементах одновременно, перед работой их требуется надежно закрепить, для чего можно использовать специализированные струбцины, зажимы и иные устройства.
Что такое, и для чего предназначено пушечное сверло
Пушечное сверло — это режущий инструмент преимущественно цилиндрической формы с переменным по длине сечением. Оно является инструментом однорезцового вида.
Для отведения отработанной стружки от обрабатываемой детали на поверхности такого сверла имеется выемка с сечением в форме буквы V. Данная проточка выполнена по внешней поверхности сверла.
В общем случае, при помощи пушечного сверла возможно получить отверстия с диаметром в диапазоне от 0,5 миллиметров до 10 сантиметров. Специальное отверстие для подвода смазывающе-охлаждающей жидкости обычно отсутствует. Сверление производят на малой частоте вращения металлообрабатывающего агрегата.
В рабочей части пушечное сверло имеет форму полукруга. Плоская поверхность полукруглого стержня является передней поверхностью сверла. Под прямым углом к оси сверла на торце стержня образуется режущая кромка. Задний торец инструмента имеет плоскую наклонную под углом 10-20 градусов форму.
Для обеспечения более точного направления опорная поверхность пушечного сверла имеет цилиндрическую форму. На опорной поверхности выполняются лыски под 35-40 градусов, а также обратный конус 0,04-0,05 миллиметров на 10 сантиметров длины. Эти мероприятия способствуют уменьшению трения инструмента о внутренние стенки обрабатываемой детали.
Для удаления стружки, образовавшейся в процессе резания, приходится регулярно выводить сверло из детали. Геометрия сверла способствует тяжелым условиям работы инструмента, что уменьшает его долговечность и снижает точность процесса резания.
Виды отверстий в металле и как их сделать
Отверстия для резьбы требуют определения диаметров с допусками, которые установлены в ГОСТ 16093-2004.
Сквозные
Отверстия сквозного типа начинают пронизывать заготовку в полной мере и создают внутри нее проход. Особенностью процесса будет защита поверхности столешницы или верстака от выхода сверла за пределы заготовки, а это может повредить и само сверло, а снабдить заготовку таким «добром», как заусенец. Чтобы такого не было, потребуется придерживаться следующих способов:
- Применяйте в работе верстак с отверстием.
- Подкладывайте под деталь прокладку, сделанную из древесины или особый «сендвич», то есть дерево-металл-дерево.
- Подкладывайте под деталь брусок из металла с отверстием для свободного входа сверла.
- Уменьшайте скорость подачи на последнем этапе.
Кстати, последний метод обязательно нужен, если вы высверливаете отверстия «по месту», чтобы не повредить детали или поверхности, которые близко расположены. Отверстия в тоненьких листах металла следует вырезать перьевыми сверлами, потому что спиральные сверла могут повредить края заготовки.
Глухие
Такие отверстия будут сделаны на определенной глубине, а также не будут пронизывать заготовку насквозь. Следует отмерить глубину, и это можно выполнить одним из двух способов на выбор:
- Ограничивать длину сверла посредством втулочного упора.
- Ограничивать длину сверла посредством патрона, которая оснащен регулируемым упором.
- С использованием линейки, которая закреплена на стенке.
- Комбинирование нескольких способов сразу.
Не все, но некоторые станки снабжены системой автоматической подачи на определенную глубину, а после механизм просто останавливается. При сверлении может потребоваться пару раз оставить работу, чтобы удалось убрать стружку.
Сложные формы
Сделать отверстие в металле не так уж и сложно, но если речь идет о сложных формах – придется постараться. Те отверстия, которая расположены на краю заготовки (то есть половинчатые) можно сделать, если соединять гранями и зажимая тисками обе заготовки или прокладку и заготовку, а после просверливая полное отверстие. Прокладка обязательно должна быть выполнена из того материала, что и заготовка, которая подвергается обработке, потому что в противном случае сверло начнет уходить в сторону минимального сопротивления. Сквозное отверстие в уголке (то есть в профильном металлическом прокате) делают, зафиксировав заготовку в дисках с использованием деревянной подкладки.
Куда сложнее будет сделать сверление заготовки цилиндрической формы по касательной. Такой процесс будет разделен на две основные операции – подготовка перпендикулярной направляющей к отверстию площадки (зенковка или фрезеровка), а после непосредственно сверление. Создание отверстий в поверхностях, которые размещены под углом, тоже начинают с подготовки площадки, а после вставляют деревянную подкладку между плоскостями, создают треугольник и делают отверстие сквозь угол. Полые детали следует сверлить таким образом, чтобы полость была заполнена пробкой из древесины.
Рассмотрим еще один способ.
Большой диаметр и кольцевое высверливание
Получение отверстия с большим диаметром в массивной по размеру заготовке и толщиной до 0.6 см будет затратным и трудоемким делом. Относительно небольшой диаметр – до 3 см (максимум 4 см), можно получать при помощи конусных, а в идеале ступенчато-конусных сверл. Для отверстий с большим диаметром (до 10 см) потребуются полые биметаллические коронки или даже коронки с твердыми сплавными зубчиками и центровочным сверлом. При этом обычно мастера рекомендуют германский ВОSСН, и особенно для твердого металла, к примеру, для стали.
Такой кольцевой способ высверливания будет менее энергозатратным, но при этом может быть дороже в финансовом плане. Кроме сверл очень важна мощность электрической дрели, а также должна быть возможность работать на низких оборотах. При этом чем толще обрабатываемый материал, тем сильнее будет хотеться делать отверстие на станке, а при большом числе отверстий в листе с толщиной больше 1.2 см стоит сразу же найти такую возможность. В заготовке из тонкого листа отверстие большого диаметра получают при помощи узкозубых коронок/фрез, которые закреплены на угловой шлифовальной машинке, но в последнем случая края оставляют желать лучшего.
Сверление металла дрелью: как это делать?
Особенностью сверление отверстий в металле дрелью является то, что нужно вручную держать инструмент, придавая ему правильное положение и обеспечивая необходимую скорость.
Когда размечена обрабатываемая деталь необходимо накренить центр просверливаемого отверстия. В результате этого сверло не сместится относительно заданной точки. Чтобы было удобнее работать, заготовка должна быть зажата в тисках либо положена на подставку таким образом, чтобы положение ее было устойчивым. Сверло устанавливают перпендикулярно поверхности, иначе оно может поломаться. Если сверлить металл дрелью, то большого давления на инструмент оказывать не нужно. Наоборот, по мере продвижения давление должно уменьшаться. Это снизит вероятность поломки сверла и сократит количество заусенцев на кромке сквозного отверстия. Если режущий инструмент заело, то его освобождают, придавая ему обратное вращение.
При использовании сверла из быстрорежущей стали ориентируйтесь на частоту вращения, используя данные таблицы. Применяя твердосплавные сверла, значения должны быть выше примерно в 1,6- 2 раза.
Сверлить отверстия в изделиях из металла необходимо с охлаждением, иначе из-за перегрева инструмент может потерять свои режущие свойства. Охлаждающей жидкостью при работе с твердыми сталями, как правило, является эмульсия, но в домашних условиях вполне можно воспользоваться машинным маслом. Что касается цветных металлов и чугуна, то при их сверлении можно обходиться без охлаждающей жидкости.
Как сверлить металл дрелью, если нужны глубокие отверстия? Отверстия можно считать глубокими при их размере более пяти диаметров сверла. Основные сложности при таком сверлении связаны с охлаждением, а также удалением стружки. Что касается длины режущей части дрели, то она должна превосходить глубину отверстия, иначе деталь перекроет винтовые канавки, предназначенные для удаления стружки и поступления жидкости для смазки и охлаждения. Сначала отверстие сверлится на незначительную глубину с использованием жесткого короткого сверла. Это необходимо, чтобы задать направление и центровку основного инструмента. Затем делается отверстие нужной длины. При продвижении надо периодически извлекать металлическую стружку, используя жидкость для охлаждения, магниты, крючки либо деталь переворачивают.
Сверление в металле дрелью: основные моменты
Чтобы сверлить металл, необходимо иметь ручную либо электрическую дрель, спиральное сверло, молоток, кернер и защитные очки. Подбирают сверла по металлу, ориентируясь на диаметр отверстий, а также свойства обрабатываемого материала. Изготавливаются они обычно из быстрорежущих сталей, а твердосплавные сверла применяют для работы с легированными и углеродистыми сталями, нержавейкой, чугуном и иными труднообрабатываемыми материалами.
Те, кто не имеет опыта сверления отверстий в металле, часто задаются вопросом; как просверлить отверстие в металле дрелью? Для сверления отверстий требуемого диаметра электродрель должна быть достаточно мощная. Производителями инструмента на изделии указываются соответствующие характеристики. К примеру, чтобы диаметр отверстия составил 10-13 миллиметров, мощность инструмента должна быть 500-700 Вт.
Различают сквозные, глухие и неполные отверстия.

Применяться они могут, чтобы соединять между собой детали посредством шпилек, болтов, заклепок и штифтов
При сверлении отверстий для нарезания резьбы обратите внимание на диаметр сверла. Так как в патроне оно бьется, то происходит разбивка отверстия, а это нужно обязательно учитывать
В таблице указаны примерные данные.
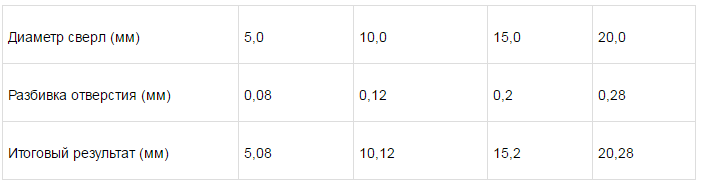
Для уменьшения разбивки сверление металла осуществляется в два этапа: а первую очередь, сверлом с меньшим диаметром, а потом – основным. Такой же метод применяют, когда необходимо просверлить отверстие большого диаметра.
Универсальная мини – ножовка по металлу
У тех, кто сам ремонтирует различные бытовые приборы, изделия, конструкции или изготавливает их своими руками в арсенале домашней мастерской, имеется множество различных инструментов, приспособлений и среди них, конечно, ручная слесарная пила, попросту – ножовка по металлу. Ножовочные полотна для такого инструмента промышленные предприятия изготавливают по разным технологиям, из различных углеродистых инструментальных или быстрорежущих сталей (и даже из алюминиевых сплавов). Одни выпускают полотна полностью закаленными до высокой твердости, другие подвергают термической обработке только зубья. Но все полотна очень хрупкие и часто ломаются, особенно при неаккуратной работе, на две, а иногда даже на три части. Со временем накапливается много обломков разной длины с еще острыми зубьями (от почти новых полотен), и выкидывать их в металлолом – не по-хозяйски.
Некоторые умельцы предлагают использовать хотя бы более длинный обломок полотна: сломанный конец отжечь, просверлить здесь отверстие под штифт, а под обломок дорабатывать рамку самой промышленной ножовки. Это трудоемко, грозит тем, что можно испортить инструмент, да еще при отжиге укорачивается и без того недлинная рабочая часть полотна.
Чтобы использовать части сломанных полотен, я сделал маленькую, можно сказать, универсальную мини – ножовку по металлу, особенно удобную при изготовлении мелких деталей.
Конструкция инструмента несложная, хотя и требует сварочных работ. Мини – ножовку можно изготовить в гаражных условиях. Материальные, трудовые и финансовые затраты совсем небольшие, а вещь очень полезная.
Для изготовления станка потребуются: стальные прутки диаметрами 8 и 12 мм; шесть винтов М6х10; две нормальных гайки М14 и деревянная ручка (можно использовать от напильника).
Методы сверления каленой стали
Сверловка каленой стали характеризуется высоким нагревом поверхности заготовки и инструмента, что ведет к быстрому износу последнего. Поэтому во время обработки стараются отвести лишнее тепло или сделать так, чтобы участок, где будет канал, стал более мягким.
https://www.youtube.com/watch?v=RQ_2tER-FZI
Первый способ, который позволяет сделать каленый металл более податливым, основан на использовании кислот. Из подходящих веществ можно указать азотную, хлорную или серную кислоту. Эти жидкости применяют точечно, то есть ими обрабатывают конкретно то место, где в дальнейшем будет отверстие (протравливают участок). Чтобы кислота не вышла за пределы рабочей области из материалов, не подверженных воздействию кислоты (полимеры, краски, парафин), вокруг будущего отверстия организуют что-то наподобие бортика. Отверстие заливают активной жидкостью и выдерживают определенное время. Далее проводят сверление обычным сверлом.
Еще один метод ослабления твердости каленого металла в зоне получения канала основан на прогреве этой зоны до высоких температур. Наилучшим образом с этим справляется сварочный аппарат. В этом случае нужно правильно подобрать силу дуги, чтобы металл не плавился и не деформировался. Когда заготовка в зоне сверления раскалится, можно проделывать отверстие обычным сверлом из быстрорежущей стали.
Самый простой способ, но не самый дешевый, заключается в приобретении специального сверла, рассчитанного на проделывание отверстий в каленом металле. Режущие кромки такого инструмента усилены победитовыми напайками или выполнены из победитовых пластин. В этом случае также желательно применять дополнительное охлаждение рабочей области.
Подготовительный этап и необходимые инструменты
Непосредственно перед началом работы необходимо подготовить поверхность заготовки, на которой будет изготавливаться отверстие. При этом с детали удаляются заусенцы в данном случае используют наждачную бумагу, а также маслянистые и жирные пятна. В результате мастер добьется нормального отведения тепла с места сверления.
При резком охлаждении нагретых участков происходит отбеливание металла, такое явление происходит в результате структурного строения материала. Отбеленная область характеризуется низкой прочностью, а также хрупкостью. Механические нагрузки могут привести к дефектам металлической заготовки.
На крупных промышленных предприятиях для охлаждения заготовки и инструмента применяются эмульсии. В составе они содержат сульфированные и хлорированные масла, в некоторых случаях применяют керосиновый раствор. Благодаря данной жидкости удается избежать изменения в структуре металла. Для станков одним из условия считается плавное изменение частоты вращения шпинделя, а также плавность опускания сверла в заготовку.
В условиях частной мастерской применяют электрические дрели с возможностью регулировки вращения. Приводные двигатели необходимо подбирать высокой мощности, при этом мастер получит отверстия больших диаметров. Для предотвращения поломки сверла, а также сохранения точности обработки используют механизм крепления заготовки и станка.
Инструмент для сверления
Типы сверл
Для сверления берите только сверла по металлу (а не по дереву, например). Они имеют свою заточку и изготавливаются из определенных видов стали. Самые распространенные имеют маркировку Р6М5 — это быстрорежущая сталь, которую иностранные производители маркируют как HSS.
Для придания дополнительной прочности на приведенные выше сверла наносят нитрид-титановое покрытие. Из-за чего они имеют желтый цвет.
Есть также более прочные Р18, использующиеся соответственно для твердых сталей.
Также для увеличения прочности могут добавлять кобальт, и тогда получается маркировка Р6М5К5.
Ну и самые прочные — это сверла с твердосплавным наконечником. Их применяют для просверливания легированных сталей. Обычную сталь оно тоже возьмет, но покупать его только для этого будет несколько рачительно, так как цена на них довольно высокая, при этом оно хоть и твердое, но все равно тупится. А вот заточить его потом будет трудно, так как для этого требуется алмазный диск, который тоже весьма не дешев, да еще и купить не везде можно.
Основные размеры
На евровинты ГОСТа не существует – их изготавливают, следуя таким европейским стандартам, как 3E122 и 3E120. Они имеют весьма обширный перечень размеров: 5х40, 5х50, 6,2×50, 6,4×50, 7×40, 7×48, 7х50, 7×60, 7×70 мм.
При работе с остальными конфирматами соблюдают следующий принцип: соразмерность диаметра отверстия под участок с выступами и диаметра стержня, при этом высота резьбы не учитывается. Другими словами:
- евровинт 5 мм – сверло 3,5 мм;
- евровинт 7 мм – сверло 5,0 мм.
Ассортиментный выбор еврошурупов не ограничивается представленным списком. Бывают даже такие необычные размеры, как 4×13, 6,3×13 мм.
Применение конфирматов без учета их характеристик непременно приведет к неприятностям. Без особых усилий можно испортить крупную деталь, неверно подобрав крепежный элемент
Выбор диаметра резьбы имеет особо важное значение. Толстые компоненты крепежа рвут мягкие материалы, такое нередко случается при работе с ДСП
Длина обязана гарантировать прочность крепления торца.
Свело по металлу — согласно металлу
Выделяют огромное количество сверл: от абсолютно махонького (0,5 мм) вплоть до абсолютно крупного (80 мм). Зачастую применяется несколько сверл 0,1 мм, существенно реже применяются сверла с шажком 0,05 мм. Подобным способом, практически постоянно допускается высверлить отверстие того диаметра, что нам необходим.
Обычная протяженность сверла, к примеру, диаметром 6 – 90 миллиметров. Порой обычной длины мало и в этом случае следует купить вытянутое сверло – 140 мм
Кроме того акцентируем внимание, что стоимость подобного сверла значительно больше
Широкой популярностью пользуются свело по металлу из особого вида стали Р6М5, существенно меньше применяются сверла — Р18. В случае, когда сплав имеет краску, к наименованию на упаковке прибавляют «К» — Р6М5К5. В отдельных инструментах существует тнитрит-титановое покрыьтие, они сверху золотые. В случае если необходимо сверлить весьма жесткий сплав, следует употреблять сверла из жестких сплавов с особой напайкой на краешке.
Левые сверла, сверла скрученные в левую сторону, используются с целью сломанных изнутри железных болванок шпилек винтов. Подобные сверла используются не очень часто, как правило, в процессе починки авто и иного оборудования. Стоимость подобных инструментов довольно завышена.
Так же необходимо приостановиться на ступенеобразном сверле по различным металлам. Данное свело по металлу применяют с целью просверливания отверстий диаметром от 4 до 36 мм в листовом сплаве. Небольшой железный листок, который допускается проделывать подобным сверлом – 5 мм. Ступенчатое сверло производится из быстрорежущей стали, кобальтовое напыление делает лучше износоустойчивость и защищает от ржавчины. Подобное свело по металлу похоже на елочку с шажком 2 мм.
Теперь рассмотрим хвостовики сверл. Более известная обыкновенная электродрель имеет патрон, который зажимает сверла диаметром 1,5 – 13 мм с обыкновенным трубчатым хвостовиком:
• если необходимо высверлить проход с наименьшим поперечником, в таком случае следует дооборудовать электродрель специальным патроном для очень маленьких диаметров; • если необходимо подготовить отверстие более 13 мм, в таком случае понадобится электродрель с промотанным хвостовиком, в таком случае диаметр хвостовика достаточно меньше поперечника разрезающей части.
Отверстия в особенности крупных диаметров производятся на специализированных станках. В данном случае применяются сверла с коническим хвостовиком. Дрели, позволяющие применение конических хвостовиков попадаются весьма нечасто.
Приобретая свело по металлу стремитесь выбрать качественные товары у проверенных продавцов здесь можно купить сверла по металлу с гарантией по качеству и в широком ассортименте.





