Размеры отверстий под резьбу: таблицы, инструменты, процесс нарезки
Содержание:
Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Читать также: Не работает отпариватель в утюге
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия
Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.
Некоторые разновидности воротков для метчиков
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Размеры
Отверстия под крепеж М6 таковы (в сантиметрах):
-
для первого ряда – 0,64;
-
для второго ряда – 0,66;
-
на третьей линии еще больше — 0,7.
Но на практике встречаются и крепежные изделия меньшего габарита — М5. В этом случае порядная раскладка сечений такова:
-
5,3;
-
5,5;
-
5,8 мм.
При этом существует и немало отверстий под болты большего размера. Так, под М8 приходится делать каналы:
-
сначала 8,4 мм;
-
затем 9 мм;
-
и наконец, в третьем ряду уже 10 мм.
Следующий по диаметру габарит — М10. Для этого типа метизов действуют такие размерные нормы:
-
на первой линии – 1,05;
-
на второй линии – 1,1;
-
на третьей линии – 1,2 см.
Разумеется, существуют и гораздо более длинные приспособления для крепления. Речь идет, прежде всего, о категории М30. Для отверстий под такие болты установлены следующие стандарты (по рядам):
-
3,1;
-
3,3;
-
3,5 см.
Самый крупный тип болтов, допускаемых стандартом 1975 года, – это М85. Чтобы использовать его на первом ряду, необходимы каналы как минимум 87 мм. На втором и третьем уровнях требуются уже, соответственно, 91 и 96 мм. Правда, в бытовых условиях этот размер потребуется весьма редко.
Довольно часто в индустриальном секторе находят применение и болты типа М45. Для их использования необходимо готовить отверстие:
-
в первом ряду – 4,6;
-
во 2-м – 4,8;
-
в 3-м – 5,2 см.
Но, опять же, все это излишне крупно для обычного бытового крепления в большинстве случаев. Там зато находит спрос болт М12. А с ним уже ситуация заметно интереснее. В начальной размерной группе значение весьма жестко задано — 13 мм. Но в двух последующих есть выбор — 1,35/1,4 и 1,45/1,5 см соответственно.
То же самое касается и М14 (15, 15,5/16, 16,5/17), и М16 (17, 17,5/18, 18,5/19 мм). Следующий по списку продукт — М18 — имеет размеры подходящих проходов в металле (порядные):
-
1,9;
-
2;
-
2,1 см.
Но внимания, безусловно, заслуживают и крепежные изделия категории М20, вернее, отверстия под их размещение. Тут все кажется сравнительно простым — 21, 22 и 24 мм в зависимости от конкретного ряда. Для следующей позиции — М22 — типичны габариты проходов для фиксации 2,3, 2,4 и 2,6 см. Наконец, у еще одного популярного варианта — болтов категории М24 — эти же показатели порядно составят:
-
2,5;
-
2,6;
-
2,8 см.
Варьирование величины отверстий как минимум в некоторых случаях объясняется очень легко. Это связано с тем, что сами болты отличаются по классу точности. Если они отвечают требованиям категории A, то можно формировать канал и без зазора. Однако проблема в том, что это довольно сложно. И потому в реальных строительных конструкциях преимущественно используются соединения категории B.
Для фрикционных метизов сечением 12 мм номинальные размеры технического канала составляют от 13 до 15 мм. Для срезных и фрикционно-срезных установлены те же ограничения. Но при большем диаметре стержня начинаются уже отличия между этими двумя группами (для 20-мм крепежа — 21–24 и 21–23 мм соответственно).
Дальше нужно добавить еще толщину применяемых шайб и гаек. Дополнительно вводится поправочный коэффициент 30% к сечению метиза. Когда этот расчет произведен, необходимо подобрать среди сортамента крепежных конструкций ближайший размер. (По мере надобности расчет округляют в большую сторону, чтобы болт выходил из гайки как минимум на один оборот резьбы). Описанного вполне достаточно, чтобы оценить базовые параметры отверстий.
Но есть еще несколько тонкостей, о которых следует помнить обязательно. Некоторые болтовые соединения работают на срез. Если толщина внешней части более 0,8 см, то резьба должна оказываться вне соединяемого пакета. В прочих случаях она должна как минимум на 50%, но не менее чем на 0,5 см оказываться вне соединяемых изделий. Если длина крепежа не выполняет это условие, нужно выбирать более длинный или же укорачивать отверстие — только убедившись, что крепление не потеряет надежности.
В следующем видео предлагаем наглядно ознакомиться с видами и размерами отверстий под болты.
Особенности резьбовой нарезки
Для резьбовой нарезки используется разное оборудование, например:
- станок сверловочного вида;
- парк токарный;
- разные приспособления для нарезки.
При этом нарезку можно выполнять как механическим способом, так вручную. Например, для внутреннего применения можно использовать специальные резьбовые метчики, а для наружной – плашки. Метчики, как и сверла, подбираются в зависимости от диаметра отверстия. Они подразделяются на следующие категории:
- дюймовые;
- метрические;
- трубные.
В основном комплекты ручных метчиков состоят их трех приспособлений, два из которых нужны для проведения предварительных работ, а последнее является доводочным инструментом, с помощью которого выполняется окончательная форма резьбы и подгон под те или иные размеры. Метчики имеют номера. Если в комплекте с плашкодержателем не три, а два приспособления, то первое является предварительным, а второе чистовым. Изготавливаются метчики на основе высоколегированной стали.
Наружная резьба получается посредством применения плашки. Инструменты эти могут быть круглой или призматической формы. Для круглых плашек используют вороток.
Как нарезается резьба?
Получение винтовых канавок на наружной и внутренней поверхностях деталей производится резьбонарезным инструментом. Проще выполнять эту операцию снаружи. Имея токарный станок, выполняют подобное с помощью специальных резцов.
Нарезание метрической и трапециевидной резьбы с помощью резца
На практике за один проход подобную операцию выполняют редко. Обычно проводят ее в несколько приемов. При этом настраивается станок так, чтобы его резцедержатель перемещался по строго определенному закону. Нужна повторяемость действий.
Для выполнения подобных операций задействуют ходовые винты (в них нарезана прямоугольная резьба). Перед каждым новым проходом резцедержатель возвращается на исходную позицию. Выставляется новая глубина резания, начинается новый процесс.
Внимание! Довольно часто для наружного нарезания заставляют суппорт двигаться на выход (вправо). Для этого резцы переворачивают вниз режущими кромками, задают обратное вращение шпинделю токарного станка.. Для нарезки внутренних резьб имеются резьбонарезные резцы проходного типа
У них имеется усиленная штанга, проникающая внутрь отверстия
Для нарезки внутренних резьб имеются резьбонарезные резцы проходного типа. У них имеется усиленная штанга, проникающая внутрь отверстия.
Общий вид токарных резцов для нарезания внутренних резьб
При обработке детали внутри отверстия возникают определенные сложности:
- процесс зрительно не контролируется. Приходится ориентироваться только на настройки и режимы, задаваемые оборудованию по рекомендациям технолога и мастера наладчика;
- затруднен вывод стружки, поэтому приходится многократно производить нарезку с небольшой подачей. Смазывающая охлаждающая жидкость (СОЖ) не только охлаждает деталь, она выводит стружку из отверстия;
- приходится часто пользоваться измерительным инструментом и вспомогательными шаблонами, чтобы контролировать ход нарезания винтовых канавок. Применяют специальные калибры проходного и непроходного типа.
Процесс формирования резьбы с помощью резца
Если со сквозными отверстиями токари справляются довольно умело, то при работе с глухими (непроходными) углублениями в теле детали работа усложняется довольно значительно. Но иногда из-за особенностей конструкции нет иного способа создать внутреннюю резьбовую поверхность. Поэтому приходится применять подобные резцы.
Значительно ускоряют работу специальные гребенки. У них используется не один, а несколько режущих кромок. Они последовательно врезаются в тело детали, снимая металл на определенную глубину.
Гребенки для нарезания резьбы снаружи и в отверстии: а – угол резания тупой; б – угол резания острый; в – гребенка для формирования резьбовой канавки внутри детали
Особенно удобны подобные инструменты в тех случаях, когда нарезается довольно длинные участки. Для ходовых винтов используют подобные гребенки. С их помощью с одной установки можно обработать длинную заготовку (до 3…5 м). На станкостроительных заводах применяют именно такие способы формирования резьбовых конструкций.
Виды
Сквозные отверстия под болты могут иметь сечение под стержни от 0,1 до 16 см. Точно такой же габарит имеют проходы для крепления шпилек, заклепок и винтов. Впрочем, размеры «глухих» проходов могут быть точно такими же
Важно: при прокладке сквозных отверстий нужно принимать специальные меры, чтобы сверло не било в верстак или иную опору. Для этой цели:
-
используют особые верстаки с выемками;
-
размещают деревянную или комбинированную (дерево-металлическую) прокладку;
-
сокращают темп сверления в самом его конце;
-
подкладывают стальной брусок с отверстием.
По форме сами головки болтов делятся на:
-
овальные;
-
шестигранные;
-
квадратные;
-
круглой конфигурации.
Разновидности резьбы
Резьбы по системе измерения подразделяют на метрические, выражаемые в миллиметрах, и дюймовые, измеряемые в соответствующих единицах. Оба этих вида могут выполняться как в цилиндрической, так и в конической формах.

Классификация резьб
Они могут иметь профили различных форм: треугольные, трапецидальные, круглые; делиться по признаку применения: для крепежных деталей, сантехнических элементов, трубные и прочие.
Диаметры подготовительных отверстий под нарезание резьбы зависят от ее вида: метрическая, дюймовая или трубная, — это нормировано соответствующими документами.
Отверстия в трубных соединениях, выраженные в дюймах, прописаны в ГОСТ 21348-75 для цилиндрической формы и ГОСТ 21350-75 – для конической. Данные справедливы в случае использования меди и безникелиевых стальных сплавов. Нарезку осуществляют внутри вспомогательных деталей, в которые будут ввинчиваться трубы – сланцев, хомутов и прочих.
В ГОСТ 19257-73 приведены диаметры отверстий под нарезание метрической резьбы, где в таблицах показаны размерные ряды номинальных диаметров и шагов, а также параметры отверстий под метрическую резьбу с учетом значений предельных отклонений.
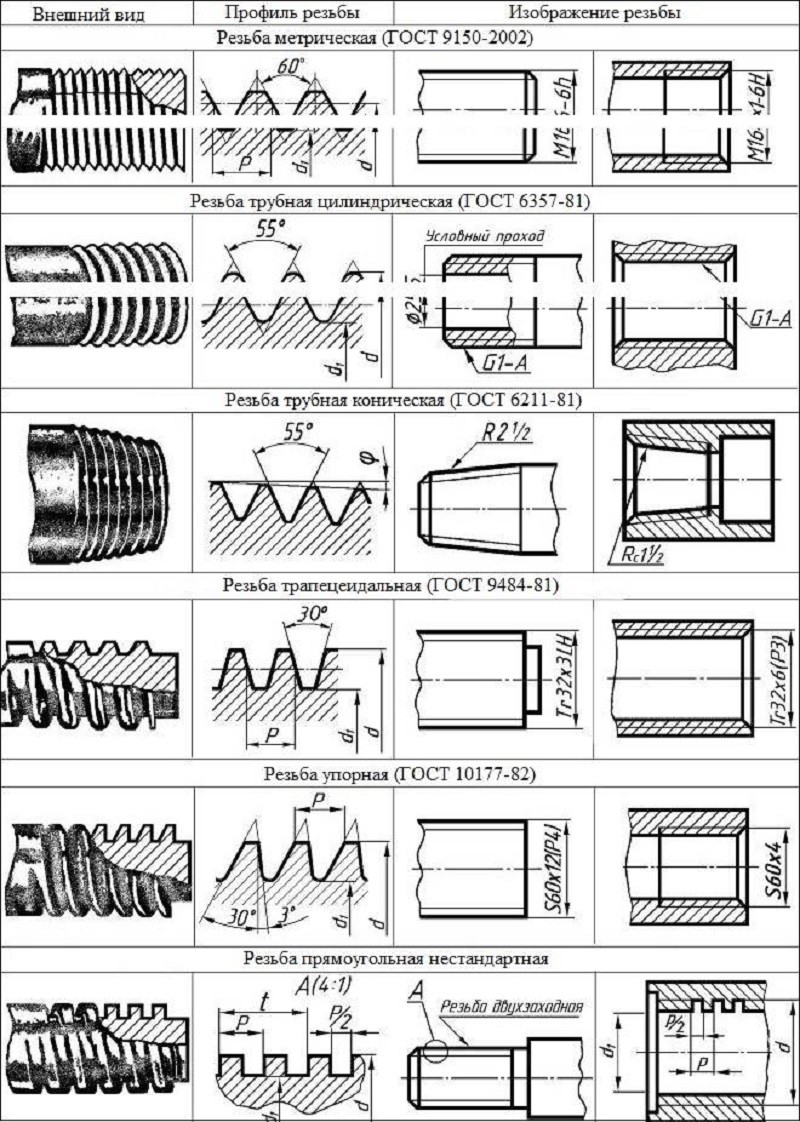
Типы резьбы по ГОСТам
Данные, приведенные в таблице ГОСТ19257-73 подтверждают расчет, приведенный выше, в которых параметры отверстий под метрические виды рассчитывают из номинального диаметра и шага.
ГОСТ 6111-52 нормирует диаметры отверстий под дюймовую коническую резьбу. В документе указаны два диаметра с расхождением на конус и один – без развертывания, а также глубины сверления, все величины, кроме номинального значения, выражены в миллиметрах.
Параметры резьбы и ее разновидности
Процесс нарезания внутренних канавок в отверстии метчиком:1 – вороток; 2 – метчик; 3 – деталь с подготовленным отверстием
Принято делить резьбы по типам и назначению. Есть несколько критериев, которыми пользуются для определения определенного вида:
единицы измерения. Основными мировыми исчислениями для техники являются СИ и дюймовая система. Принято пользоваться миллиметрами или дюймами
Важно! При создании трубопроводной сети используют дюймовую трубную резьбу; в зависимости от числа нарезаемых ручьев принято делить на: одно-, двух- и трехзаходные резьбовые изделия. Большее количество применяется крайне редко; важным показателем является вид профиля вырезаемой канавки
Чаще всего применяют треугольный вид. Он может иметь 60 ⁰ при вершине (метрические) или 55 ⁰ – дюймовые. Помимо этого изготавливают прямоугольные (для ходовых винтов и гаек), круглые (для электрических ламп) и трапециевидные (упорные типы); по направлению вращения делят на: правые (если смотреть вдоль оси и движении вперед, то вращение происходит по часовой стрелке), левые – закручивание производится вращением против часовой стрелки; уже отмечалось, что нарезают канавки снаружи (наружная) и внутри (резьба в отверстии); по форме образующей поверхности: цилиндрическая (распространена повсеместно) и коническая (используется при изготовлении затягивающихся пробок); назначение резьбовых сочленений может быть различным: крепежное (соединяет детали в единый узел); крепежно-уплотнительный (не только фиксирует детали между собой, а также предотвращает проникновение газов и жидкостей между соединяемыми изделиями); ходовые, предназначенные для ориентированного перемещения вдоль оси винтовой поверхности на заданное расстояние.
Основные параметры резьбового соединения (метрическая, заглавные буквы обозначают внутреннюю поверхность гайки, строчные – отвечают за наружную болта):
d – наружный диаметр болта, на поверхности которого нарезается резьба. Номинальный параметр, мм; D – наружный диаметр резьбы на гайке, мм; d₂ – значение среднего диаметра на болте, мм; D₂ – размер среднего диаметра гайки, мм; D₁ – диаметр гайки внутри канавок, мм; d₁ – диаметр болта по внутренней поверхности винтовой линии, мм; D₁ – минимальный диаметр канавки на гайках, мм; d₃ – минимальный диаметр болта по канавкам, мм; Р – резьбовой шаг, мм; Н – высота треугольника, задающего профиль резьбы.
Основные типы резьбы
На практике чаще всего используется метрическая резьба. Ее обозначают буквой М (в импортном исполнении могут указывать букву J). Рядом указывается число, характеризующее номинальный диаметр соединения. Но кроме обычных метрических исполнений используются еще ряд специальных:
МК (JK) – метрическая для конусов; G или R – дюймовая трубная. Для отечественных пользователей на чертежах указывается значок дюйма (“) и надпись трубная; Е – круглая с профилем Эдисона используется для электрических ламп. В отечественном исполнении принято указывать номинальный диаметр и добавлять круглая электроламповая
Внимание! На практике специального инструмента для нареки подобных устройств нет. Винтовая линия производится накатыванием на тонкостенную жесть
Подобные операции выполняются в условиях крупных предприятий; Тr – трапециевидная поверхность профиля. В отечественных изделиях обязательно прописывается слово трапециевидная с обязательным указанием параметров трапеции; Кр – появление на рынке сантехнической арматуры импортного исполнения привело к тому, что появилась круглая резьба для санитарно-технических устройств, изготавливаемых на базе сплавов меди. Использование подобных изделий ограничено, но некоторые могут с ними столкнуться в повседневной практике; S и S45 – упорный тип профиля резьбового соединения. Имеет довольно ограниченное применение. Она встречается в станках, а также на судах. S45 указывает на усиленное исполнение; BSW, UTS – так обозначают дюймовые резьбы в спецификациях. BSW – это цилиндрическое исполнение. UTS – конический вид винтовой линии; NPT – для нефтяников существует свой стандарт резьбовых соединений труб. Здесь традиционно применяется дюймовый размер. В зависимости от диаметра могут использоваться треугольные или прямоугольные виды профилей.
Основные типы резьбы по ГОСТ и отраслевым стандартам
Как нарезать правильно
Нарезка может осуществляться фактически на любом металле. Но не рекомендуется делать это на каленом железе, так как после термической обработки оно приобретает низкую устойчивость к напряжениям, повышенную хрупкость, поэтому материал будет крошиться. Для правильного процесса следует точно выбрать окружность прутка и маркировку приспособления, а также подготовить тиски и зажимы. Возможно, потребуется таблица подбора диаметра сверла под резьбу метчика. Следует придерживаться правил:
- действия должны быть медленные, приводить инструмент в движение без рывков;
- обязательно проверяйте каждый болт или гайку, при необходимости – делайте шлифовку;
- если это требуется, можно совершить небольшой предварительный нагрев элемента;
- чтобы вороток не заклинил, необходимо периодически обламывать стружку – делать вращательные движения в обратную сторону.
Подготовка
Очистите поверхность от загрязнений – песка и земли, ржавчины, следов масла и прочих веществ. Высушите заготовку. Теперь на часть, где будет находиться нитка, нанесите смазку. Как подобрать по таблице для нарезки резьбы метчиками и сверлами смазывающую субстанцию, ознакомьтесь ниже:
| Материал | Покупная эмульсия | Мыльная вода | Льняное масло | Скипидар | Керосин | Машинное, минеральное масло, сало |
|---|---|---|---|---|---|---|
| Сталь | + | + | + | — | — | Не подходит, так как имеет повышенную вязкость, стружка будет прилипать к изделию. |
| Латунь | + | + | + | — | — | |
| Медь | + | + | — | + | — | |
| Алюминий | + | + | — | — | + | |
| Чугун | С ними лучше работать «на сухую», они хорошо поддаются обработке. | |||||
| Бронза |
Процесс нарезки наружной
Труба или прут зажимаются тисками в вертикальном положении. Плашка должна применяться строго горизонтально, не шататься, не срываться, а натягиваться плотно и ровно
С особенным вниманием отнеситесь к начальным виткам – от их нарезания зависит дальнейшая укладка нитей. Сделайте два подхода – черновой и чистовой
Первый инструмент менее глубокий, второй на 0,5-1 мм глубже. Для вращения плашки в торцовые отверстия вставляются плашкодержатели или воротки. Посмотрим на видео этот процесс:
Технология нарезки внутренней
Метод аналогичный. Сперва крепко и надежно устанавливаем элемент в тисках, затем делаем в нем отверстие с помощью сверла по металлу. После этого обрабатываем полученные края, смазываем элемент и приступаем к введению двухпроходного чернового метчика. Вкручивания также происходят медленно и постепенно, с обратным движением. Затем процедуру нужно повторить с итоговым приспособлением. Посмотрим видео на эту тему:
После теоретических данных перейдем к точным сведениям и размерам по ГОСТ.
Виды резьбы
Различаются по основным характеристикам:
- системе исчисления диаметра (дюймовая, метрическая, другие);
- количество заходов (двух-, трех- или однозаходная);
- форма профиля (прямоугольный, трапециевидный, треугольный, круглый);
- направление вращения винта (левая или правая);
- размещение на детали (внутренняя или наружная);
- форма детали (конус или цилиндр);
- назначение (ходовая, крепежно-уплотнительная или крепежная).
Согласно перечисленным признакам выделяют следующие виды:
- цилиндрическая (MJ);
- метрическая и коническая (M, MK);
- трубная (G, R);
- Эдисона круглая (E);
- трапецеидальная (Tr);
- круглая для сантехнического крепежа (Kp);
- упорная (S, S45);
- дюймовая, в том числе цилиндрическая и коническая (BSW, UTS, NPT);
- нефтяного сортамента.
Основные характеризующие параметры
Когда требуется сделать отверстия, имеющие большой диаметр, применяются специальные станки, в которых сверла сделаны с конусным хвостом. Все обыкновенные сверла имеют цилиндрический хвост. Конус большого сверла соответствует пятому размеру. Размеры конуса находятся в прямой зависимости от размера сверл. Большой диаметр сверл требует наличия большого конуса. Вот ориентировочные данные:
Диаметр: 6-10 мм, конус: 11-22 2 мм.
Таблица подбора диаметра сверла под рузьбу.
Самые большие сверла обязательно имеют пятый конус. Когда необходимо сделать внутреннюю резьбу, диаметр отверстия подбирается по диаметру резьбы и величине резьбового шага. В инженерных чертежах такие данные показываются надписью М8×1. В этом случае буква «М», показывает метрическую резьбу, цифра обозначает шаг резьбы. Когда просто пишут «М8», без цифр, подразумевается применение стандартного крупного шага. Такой резьбовой шаг наиболее предпочтителен, так он стандартизован для большинства размеров.
Каждый диаметр требует наличие определенного размера отверстия. Для определения применяется специальная таблица, в которой указаны самые ходовые размеры. С ними сталкивается любой слесарь или домашний умелец.
Технология нарезания резьбы в отверстиях
Перед началом формирования резьбовых канавок с помощью инструмента сверлится отверстие. В зависимости от конструктивных особенностей оно может быть сквозным или глухим. Сверло сконструировано так, что винтовая поверхность выводит основную часть стружки. Но следует помнить, что внутри может оставаться определенная часть остатков от сверления. Поэтому, если позволяет масса и внешние параметры, производят вытряхивание на специальные уловители.
На громоздких изделиях подобные операции выполнить трудно, поэтому выдувают струей сжатого воздуха.
Внимание! Органы зрения и дыхания должны быть защищены от продуктов, которые могут оказаться внутри отверстий.
Начинающие мастера часто интересуются, какой диаметр должен быть в отверстии, где требуется нарезать резьбу. Самое простое – это воспользоваться формулой:
Dотв = 0,8·М, мм,
здесь Dотв – диаметр отверстия, мм; М – размер метрической резьбы по номеру.
Для большинства металлов подобное определение будет достаточным. Возможно, потребует приложить несколько большее усилие при выполнении работы, но результат будет удовлетворительным.
Например, для М6 нетрудно подсчитать по приведенной формуле требуемое значение сверла по металлу. Оно получится равным Dотв = 6 · 0,8 =4,8 мм.
Для более точного определения используют специальные таблицы.
Таблица 1: Размеры отверстий для нарезания метрической резьбы
| Номи-нальный диаметр | Стандартный шаг | Мелкий шаг | ||||||
| Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр с учетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр с учетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | |
| М4 | 0,70 | 3,393 | 3,323 | 3,3 | 0,50 | 3,567 | 3,517 | 3,5 |
| М5 | 0,80 | 4,307 | 4,227 | 4,2 | 0,50 | 4,567 | 4,517 | 4,5 |
| М6 | 1,00 | 5,133 | 5,033 | 5,0 | 0,75 | 5,350 | 5,275 | 5,3 |
| М7* | 1,00 | 6,133 | 6,033 | 6,0 | 0,80 | 6,307 | 6,227 | 6,2 |
| М8 | 1,25 | 6,917 | 6,792 | 6,8 | 1,00 | 7,133 | 7,033 | 7,0 |
| М9* | 1,25 | 7,917 | 7,792 | 7,8 | 1,00 | 8,133 | 8,033 | 8,0 |
| М10 | 1,50 | 8,700 | 8,550 | 8,6 | 1,25 | 8,917 | 8,792 | 8,8 |
| М11* | 1,50 | 9,700 | 9,550 | 9,6 | 1,00 | 10,133 | 10,033 | 10,0 |
| М12 | 1,75 | 10,484 | 10,309 | 10,3 | 1,50 | 10,700 | 10,550 | 10,6 |
| М13* | 1,75 | 11,484 | 11,309 | 11,3 | 1,50 | 11,700 | 11,550 | 11,6 |
| М14 | 2,00 | 12,267 | 12,067 | 12,1 | 1,50 | 12,700 | 12,550 | 12,6 |
| М15* | 2,00 | 13,267 | 13,067 | 13,1 | 1,75 | 13,484 | 13,309 | 13,3 |
| М16 | 2,50 | 13,834 | 13,584 | 13,6 | 1,50 | 14,700 | 14,550 | 14,6 |
| М18 | 2,50 | 15,834 | 15,584 | 15,6 | 1,50 | 16,700 | 16,550 | 16,6 |
| М20 | 2,50 | 17,834 | 17,584 | 17,6 | 1,50 | 18,700 | 18,550 | 18,6 |
| М22 | 2,50 | 19,834 | 19,584 | 19,6 | 2,00 | 20,267 | 20,067 | 20,1 |
| М24 | 3,00 | 21,400 | 21,100 | 21,1 | 2,00 | 22,267 | 22,067 | 22,1 |
| М25* | 3,00 | 22,400 | 22,100 | 22,1 | 2,00 | 23,267 | 23,067 | 23,1 |
| М27 | 3,00 | 24,400 | 24,100 | 24,1 | 2,00 | 25,267 | 25,067 | 25,1 |
| М30 | 3,50 | 26,967 | 26,617 | 26,6 | 2,50 | 27,834 | 27,584 | 27,6 |
| М33 | 3,50 | 29,967 | 29,617 | 29,6 | 2,50 | 30,834 | 30,584 | 30,6 |
| М36 | 4,00 | 32,534 | 32,134 | 32,1 | 3,00 | 33,400 | 33,100 | 33,1 |
| М39 | 4,00 | 35,534 | 35,134 | 35,1 | 3,00 | 36,400 | 36,100 | 36,1 |
| М40* | 4,00 | 36,534 | 36,134 | 36,1 | 3,00 | 37,400 | 37,100 | 37,1 |
| М42 | 4,50 | 38,100 | 37,650 | 37,7 | 3,50 | 38,967 | 38,617 | 38,6 |
| М45 | 4,50 | 41,100 | 40,650 | 40,7 | 3,50 | 41,967 | 41,617 | 41,6 |
| М48 | 5,00 | 43,667 | 43,167 | 43,2 | 4,00 | 44,534 | 44,134 | 44,1 |
* – специальные типы резьбы.
Таблица 2: Размеры отверстий для нарезания дюймовой резьбы
| Номи- нальный диаметр | Стандартный шаг | Мелкий шаг | ||||||
| Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр сучетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр сучетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | |
| 1/16″ | 0,40 | 1,203 | 1,163 | 1,2 | 0,30 | 1,328 | 1,298 | 1,3 |
| 1/12″ | 0,50 | 1,636 | 1,586 | 1,6 | 0,45 | 1,727 | 1,682 | 1,7 |
| 1/8″ | 0,60 | 2,598 | 2,538 | 2,5 | 0,50 | 2,742 | 2,692 | 2,7 |
| 1/10″ | 0,65 | 1,915 | 1,850 | 1,9 | 0,55 | 2,063 | 2,008 | 2,0 |
| 1/6″ | 0,70 | 3,561 | 3,491 | 3,5 | 0,50 | 3,753 | 3,703 | 3,7 |
| 3/16″ | 1,00 | 3,801 | 3,701 | 3,7 | 0,80 | 4,069 | 3,989 | 4,0 |
| 1/4″ | 0,75 | 5,629 | 5,554 | 5,6 | 0,75 | 5,700 | 5,625 | 5,6 |
| 5/16″ | 0,95 | 7,024 | 6,929 | 6,9 | 0,80 | 7,244 | 7,164 | 7,2 |
| 3/8″ | 1,10 | 8,468 | 8,358 | 8,4 | 0,95 | 8,702 | 8,607 | 8,6 |
| 7/16″ | 1,30 | 9,863 | 9,733 | 9,7 | 1,10 | 10,159 | 10,049 | 10,0 |
| 1/2″ | 1,55 | 11,210 | 11,055 | 11,1 | 1,34 | 11,539 | 11,405 | 11,4 |
| 9/16 | 1,60 | 12,750 | 12,590 | 12,6 | 1,40 | 13,074 | 12,934 | 12,9 |
| 3/4″ | 1,65 | 17,464 | 17,299 | 17,3 | 1,50 | 17,750 | 17,600 | 17,6 |
| 1″ | 2,54 | 22,959 | 22,705 | 22,7 | 1,89 | 23,762 | 23,573 | 23,6 |
| 1 1/4″ | 3,25 | 28,627 | 28,302 | 28,3 | 2,80 | 29,324 | 29,044 | 29,0 |
| 1 1/2″ | 4,25 | 34,015 | 33,590 | 33,6 | 3,72 | 34,876 | 34,504 | 34,5 |
| 1 3/4″ | 5,20 | 39,452 | 38,932 | 38,9 | 4,35 | 40,680 | 40,245 | 40,2 |
| 2″ | 6,34 | 44,707 | 44,073 | 44,1 | 5,64 | 45,913 | 45,349 | 45,3 |
Процесс нарезания
диаметры отверстий для резьбы в зависимости от вида металла
Перед тем, как приступить к нарезке, следует с помощью свёрл проделать в заготовке отверстие. Диаметр отверстия от сверла должен совпадать с внутренним размером резьбы. Когда размер сделанного свёрлами отверстия подобран неправильно, можно сломать инструмент или канавки получатся некачественными.
Например, при нарезке М5 (диаметр канавки составляет 5 мм) следует выбирать сверло под отверстие 4,2 миллиметра. Для нарезания М4 диаметр сверла должен составлять 3,3 миллиметра, а перед работой метчиком М6 предварительно выполняется отверстие сверлом 5 мм. Вычисляется этот показатель с учетом шага резьбы. Шаг можно вычислить математически, но на практике прибегают к таблицам соответствия, где для метчика М5 шаг составляет 0,8, для М4 этот показатель составляет 0,7, для М6 — 1. Из диаметра вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм по сравнению с рекомендованным в таблице размером.
Формула вычисления диаметра отверстия при работе с трехпроходными метчиками:
До=Дм * 0,8;
здесь: Дм — диаметр метчика.
| Тип | Диаметр | Шаг |
| М1 | 0,75 | 0,25 |
| М1,2 | 0,95 | 0,25 |
| 1,4 | 1,1 | 0,3 |
| 1,7 | 1,3 | 0,36 |
| 2,6 | 1,6 | 0,4 |
| 2,8 | 1,9 | 0,4 |
| М3 | 2,1 | 0,46 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,1 | 0,8 |
| М6 | 4,9 | 1 |
| М8 | 6,7 | 1,25 |
| М10 | 8,4 | 1,5 |
Таблица 1. Соответствие диаметров резьбы и подготовительного отверстия
Перед началом работы метчик вставляют в квадратный хвостовик — вороток. Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца
Особое внимание необходимо обратить на направление движения: только по часовой стрелке, при этом необходимо приложить некоторое усилие. Выполняется так: 1\2 оборота по ходу чередуется с 1\4 оборота против хода винта для разрушения стружки
| Резьба в дюймах | Наружный Д, мм | Диаметр, в мм | Шаг, мм |
| 1\8″ | 2,095 | 0,74 | 1,058 |
| 1\4″ | 6,35 | 4,72 | 1,27 |
| 3\16″ | 4,762 | 3,47 | 1,058 |
| 5\16″ | 7,938 | 6,13 | 1,411 |
| 7\16″ | 11,112 | 8,79 | 1,814 |
| 3\8″ | 9,525 | 7,49 | 1,588 |
Таблица 2. Диаметры отверстия под дюймовые резьбы
Как правильно определить диаметр и нарезать резьбу метчиком – таблица
Для определения сечения есть специальные нормативы. Представим все данные в виде табличных значений. Сразу оговоримся, что они подходят не для любых задач, а только для стандартных. К ним относятся в том числе все гайки в продаже, которые подходят к шурупам
Поэтому если вам требуется соединение с определенным крепежным элементом, обратите внимание на его маркировку
| Маркировка | Шаг витков | Диаметр сверла | ||||
| 2 | 0,4 | 1,6 | 0,25 | 1,75 | — | — |
| 3 | 0,5 | 2,5 | 0,35 | 2,65 | — | — |
| 4 | 0,7 | 3,3 | 0,5 | 3,5 | — | — |
| 5 | 0,8 | 4,2 | 0,5 | 4,5 | — | — |
| 6 | 1 | 5 | 0,75 | 5,2 | 0,5 | 5,5 |
| 7 | 1 | 6 | 0,75 | 6,2 | 0,5 | 6,5 |
Таблицу можно продолжать дальше, она большая. и мы не будем это делать в рамках этой статьи. За более подробными значениями рекомендуем обратиться к документу – ГОСТ 19257 – 73.
Это стандартные размеры, но есть специальные цели, уникальные соединения. Для них все очень просто рассчитывается самостоятельно. Если резьба имеет маркировку М10, а шаг 0,3, то от 10 мм необходимо вычесть 0,3 мм. Результат будет равен диаметру отверстия – 9,7 мм.
Если его сделать меньше, то метчику будет трудно проходить, будут образовываться участки с плохой обработкой. А если больше, то канавки будут неглубокими, винт будет шататься внутри или даже выпадать со временем.
Представим также международную систему маркировки в дюймах:
| Обозначение, дюймы | Внешний | Внутренний | Резьба, мм | Шаг |
| G 1/8 | 9,37 | 8,858,8 | 28 | 28 |
| G 1/4 | 13,16 | 11,89 | 11,8 | 19 |
| G 3/8 | 16,66 | 15,39 | 15,25 | 19 |
| G 1/2 | 20,95 | 19,17 | 19,00 | 14 |
| G 5/8 | 22,91 | 21,13 | 21,00 | 14 |
| G 3/4 | 26,44 | 24,66 | 24,50 | 14 |
| G 7/8 | 30,20 | 28,42 | 28,25 | 14 |
| G 1 | 33,25 | 30,93 | 30,75 | 11 |
| G 1, 1/8 | 37,90 | 35,58 | 35,30 | 11 |
| G 1, 1/4 | 41,91 | 25,59 | 39,25 | 11 |
| G 1, 3/8 | 44,32 | 45,00 | 41,70 | 11 |
| G 1, 1/2 | 47,80 | 45,48 | 45,25 | 11 |
| G 1, 3/4 | 53,74 | 51,43 | 51,10 | 11 |
| G 2 | 29,61 | 57,29 | 57,00 | 11 |
| G 2, 1/4 | 25,17 | 62,96 | 63,10 | 11 |
| G 2, 1/2 | 75,18 | 72,86 | 72,60 | 11 |
| G 2, 3/4 | 81,53 | 79,21 | 78,90 | 11 |
| G 3 | 87,88 | 58,56 | 85,30 | 11 |
| G 3, 1/4 | 93,98 | 91,66 | 91,50 | 11 |
| G 3, 1/2 | 100,33 | 98,01 | 97,70 | 11 |
| G 3, 3/4 | 106,68 | 104,3 | 104,00 | 11 |
| G 4 | 113,03 | 110,71 | 110,40 | 11 |




