Принцип работы токарного станка
Содержание:
Точность обработки
Применяются следующие обозначения для классов точности:
-
Класс «С» говорит о работе с наивысшей точностью. При этом получается поверхность наивысшей чистоты (с параметром 0,01-0,15).
-
Класс «В» говорит о высокой точности. Этот класс чистоты соответствует значениям 0,2-0,25.
-
Класс «Н» означает, что обработка деталей на этом станке происходит с нормальной точностью. Она находится в диапазоне 0,2-0,6.
-
Применение особой точности соответствует классу «А». Обычно таким образом производятся детали для подшипников в соответствии с ГОСТом 1968-43.
-
Класс «П» означает проведение обработки с повышенной точностью. Она требуется для производства некоторых видов подшипников и для позиционирования станочных валов.
Качество обработанных деталей зависит от класса точности обработки.
Правила эксплуатации
Токарные резцы способны долгое время выполнять основную функцию, пока не сточится рабочая поверхность. Но неправильное использование сокращает срок службы инструмента. Чтобы не допустить предварительного износа, нужно соблюдать простые правила эксплуатации:
- Устанавливать по центру.
- Чем больше габариты заготовки, тем крупнее должен быть резец.
- Включать охлаждение при работе на тяжелых режимах.
- Своевременно затачивать.
- Периодически проводить доводку рабочих поверхностей мелкозернистым камушком, не вынимая инструмент из резцедержателя.
- К заготовке подводить инструмент вручную, после касания включать автоматическую подачу.
- При остановке станка сначала вручную отвести инструмент, после выключить агрегат.
- Правильно подбирать режимы резания.
- Не хранить инструмент в куче — это приводит к сколам и трещинам на режущей кромке.
- При работе с отрезным резцом подводить его как можно ближе к патрону.
На токарном станке выполняется много видов работ. Для каждого процесса предусмотрен отдельный резец. Он подбирается исходя из обрабатываемого материала, режимов резания, параметров чистоты и шероховатости. Инструмент нужно своевременно его затачивать, соблюдать правила эксплуатации и хранения.
Виды токарных станков с ЧПУ
Токарное оборудование с ЧПУ классифицируются по тем же показателям, что и станки с ручным управлением:
- ориентация направляющих;
- класс точности (пять типов);
- масса (четыре типа);
- степень специализации (универсальные, специализированные и специальные).
https://youtube.com/watch?v=ZyqCmfg8aBQ
Кроме того, существует технологическая классификация токарных станков с ЧПУ, основанная на компоновке узлов и агрегатов. В этом случае выделяют пять основных групп:
- Горизонтальные токарно-револьверные. Самая распространенная группа оборудования с программным управлением. Выпускаются во множестве типоразмеров и модификаций.
- Токарно-лобовые станки с ЧПУ. Не имеют задней бабки, а размер планшайбы может достигать нескольких метров. Применяются при работе с крупноразмерными изделиями типа обечаек.
- Токарно-карусельные. Планшайба расположена горизонтально, а ее размер может достигать 10-12 метров. Установки с планшайбой более двух метров, как правило, имеют два вертикальных суппорта.
- Многошпиндельные. При работе с заготовками используется шпиндельный блок, состоящий из нескольких (обычно 4-6) одновременно вращающихся шпинделей, и такое же количество неподвижных суппортов с разными резцами. Поворотом блока каждая заготовка подводится к очередному суппорту и таким образом за один оборот на ней выполняется четыре-шесть различных видов резания.
- Токарно-фрезерные обрабатывающие центры. Многофункциональное оборудование, способное выполнять за одну установку детали весь спектр операций по механообработке.
Мини токарный станок ЧПУ по металлу может выполнять все те же операции, что и промышленные установки, но только с меньшими по размеру деталями. Обычно они оснащены системой CNC со стандартным языком программирования G-code, которая управляет перемещением суппорта, а также оборотами главного и вспомогательного привода. Настольный токарный станок с ЧПУ может оснащаться сменной фрезерно-сверлильной головкой, что значительно расширяет область его применения.
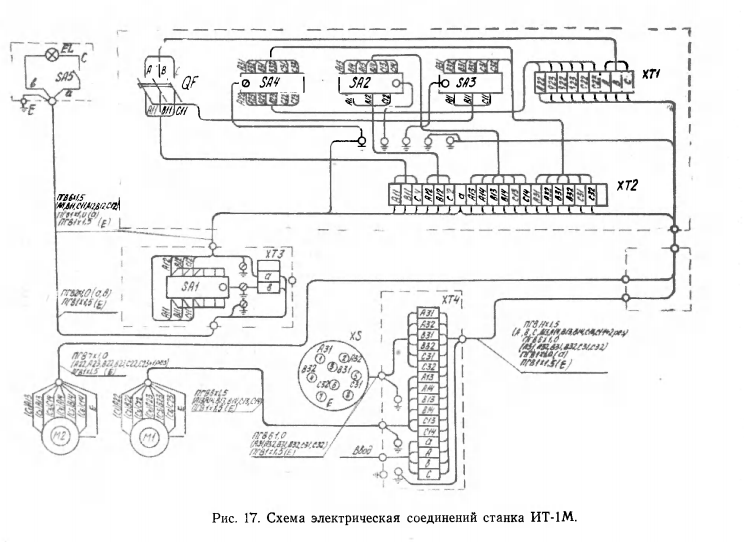
Электрооборудование
Комплектация ИТ-1М включает в себя два асинхронных электродвигателя с тремя фазами:
- Двигатель главного движения.
- Двигатель насоса охлаждения.
На этом станке используются следующие величины переменного тока:
- Силовая цепь — от 3 до 50 Гц, 220-380 В.
- Цепь на местное освещение, как правило, используется бортовая электрическая цепь на 12 В.
В данном оборудовании, в левой тумбе располагается электрический ввод питающей проводки. На вводных проводах используется марка ПВГ с сечением 2,5 квадратных миллиметров. Вместе с этим проводом находится провод выводной на двигатель главного движения и штепсельный разъём ШР32П8ЭГ2, для подключения шлифовочного инструмента.
Вверху передней бабки располагается пульт управления, на котором размещены рукояти для переключений операций:
- Выключатель автоматический (QF) с электромагнитным расцеплением для включения/выключения. Оборудования от сети.
- Пакетно-кулачковый переключатель (SA2). Предназначен он для выбора напряжения двигателя главного движения.
- Пакетно-кулачковый переключатель (SA4). Он необходим для выбора напряжения двигателя насоса охлаждения и штепсельного разъёма.
- Тумблер (SA4) для двигателя насоса охлаждения.
Сзади расположен короб с пакетным переключателем (SA1) который включает и производит реверс двигателя главного движения.
Тумблер (SA5) расположен на гибкой стойке освещения, на самом светильнике.
Все необходимые электрические схемы можно найти в руководстве по эксплуатации станка.
Совет: Эксплуатация электродвигателей предусматривает систематический осмотр двигателей на исправность хотя бы один раз в два месяца. Для профилактики правильной работы двигателей, важна их наружная и внутренняя чистка, а также осуществление смазки рабочих подшипников.
Конструкция и принцип действия
Маленький токарный станок создан по подобию стандартного оборудования. Особенность состоит в деталях, выполненных в уменьшенном размере.
Аппарат состоит из таких комплектующих:
- Станина. Это основная несущая конструкция. Материалом является литой чугун.
- Передняя бабка. Она включает в себя шпиндель.
- Электродвигатель.
- Коробка передач, воспринимающая крутящий момент от электродвигателя и передающая его на шпиндель.
- Задняя бабка. Применяется, когда обрабатываемая заготовка большой длины. В этом случае она подается по направляющим вплотную к детали и прижимает ее. Узел имеет литую конструкцию с центром, которым он упирается в осевую часть детали.
- Суппорт. Это узел, в котором удерживается резец. С его помощью идет его перемещение, а также постановка под разным углом. Движение суппорта происходит как в продольном, так и в поперечном направлении.
Фиксация заготовки в станке осуществляется при помощи деталей:
- Планшайба. Используется только при установке деталей больших габаритов или нестандартной конфигурации.
- Кулачковые патроны. Их бывает 3 и 4.
- Цанговый патрон. Применяется для тонких изделий.
- Сверлильный патрон. Имеет недостаток — не воспринимает радиальные нагрузки.
Перед началом работы заготовка фиксируется в шпинделе, а в задней бабке устанавливается патрон, в который вставляется сверло. На это место может устанавливаться центр, которым ведется прижатие заготовки. Резец располагается в суппорте станка.
Включается электродвигатель. Коробкой выставляются нужные обороты шпинделя. Резец подводится к детали и начинается ее точение.
Характеристики мини-станка включают следующие параметры:
- Вес. Масса компактного оборудования может быть в пределах 10–100 кг.
- Мощность. Для компактного оборудования достаточно 400 Вт. Профессиональное оборудование доходит до 700 Вт.
- Напряжение. 220 В или 380 В.

Маленький токарный станок
Виды резцов для настольных токарных станков
На маленьком токарном станке по металлу используются определенные резцы:
| Типы резцов | Характеристика выполняемых работ |
| Чистовые | Устанавливаются для работы с деталью, когда остается финишная операция. |
| Получистовые | В некоторых случаях заменяют чистовые резцы. Применяются для неответственных деталей. |
| Черновые | Используются для очистки поверхности поковок. |
| Расточные | Растачивается внутренняя полость. |
| Проходные | Проводится работа с наружной стороны изделия. Деталь может иметь форму конуса или цилиндра. |
| Отрезные | С их помощью заготовка торцуется или обрезается. Есть возможность формирования на поверхности канавок. |
| Резьбовые | Нарезается резьба. |
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Основные технические характеристики
Все станки токарной группы различаются между собой по следующим выдаваемым техническим параметрам:
- максимальная частота вращения шпинделя (чем она выше, тем лучше качество обработки поверхности, выше класс чистоты);
- усилие на валу, на различных передачах (данный параметр зависит от мощности тягового электродвигателя, поэтому принято говорить об общей мощности станка);
- максимальный диаметр обрабатываемой заготовки (цифровым параметром в данном случае является показатель высоты центров станка – точек зажима заготовки;
- показатель того, к какому типу относится станок (винторезный, токарно-фрезерный, лобовый и т.д.);
- наличие и степень автоматизации (определяется наличием и «продвинутостью» модуля числового программного управления).
А вообще, основные технические характеристики токарного станка можно почерпнуть из маркировки на его шильдике (см. раздел «Системы обозначения и расшифровка»).
https://youtube.com/watch?v=_3UYUMTqYzc
Сведения о производителе
Создано данное оборудование на станкостроительной фабрике в Ереване. На данный момент это предприятие имеет название Ереванское Станкостроительное Объединение и выпускает токарно-винторезные станки повышенной точности с диаметром обработки 500 мм.
Технический ряд
Технический ряд токарно-винторезных станков, которые произведены на этом заводе обширен, и есть несколько моделей, которые отличаются надежностью и спросом у производителей. У каждого образца технического ряда есть свои особенности работы и точности.
Станок токарный 1Л61
Это аналог станка 1М61, но из другой серии. По техническим характеристикам они во многом схожи. Высота центров над станиной составляет 170 мм. Класс точности – Н.
1М61П
Токарно-винторезный станок той же серии. Единственное его отличие – он обладает повышенной точностью обработки заготовок. Об этом говорит маркировка в конце.
1В61
Также приспособлен к работе в условиях мелкосерийного производства и обладает нормальным классом точности. Это переходная модель между станками 1Б61 и 1 М61.
Назначение, область применения
Данное оборудование предназначено для обработки внутренних и наружных поверхностей деталей и заготовок, которые в осевом сечении имеют ступенчатый и криволинейный профиль.
Конструкция станка позволяет выполнять следующие виды основных токарных работ:
- проточка, расточка цилиндрических и конических поверхностей;
- подрезка торцов;
- нарезание различных видов резьбы, в том числе дюймовую, модульную, метрическую;
- сверление.
Это неполный список работ на рассматриваемом токарно-винторезным станке. При этом область применения – единичное и мелкое производство.
Конструкция
Непосредственно устройство универсального токарно-винторезного станка имеет в составе 10 основных узлов:
- станина;
- коробки скоростей, передач и подач;
- фартук;
- суппорт;
- упорная бабка;
- защитный экран;
- узел электрооборудования;
- система охлаждения.
Станина является основой всей конструкции и к ней прикреплены все остальные детали и компоненты оборудования. Станина обладает двумя направляющими. Одна – «ласточкин хвост», вторая – в форме призмы.
Передняя бабка расположен с левой части оборудования. На торце бабки расположена гитара шестерен, а в коробке скоростей — шпиндельный узел. Справа на основе расположена задняя или упорная бабка.
Функциональные характеристики
Относительно небольшой размер станка расширяет его функциональные возможности. Высокий потенциал оборудования обозначен следующими характеристиками:
- Шпиндель вращается на 24-х скоростях. Скорость до 1600 оборотов в минуту. Есть возможность вращаться не только в прямом, но и в реверсном направлении.
- Размер отверстия в узле шпинделя – 3.5 см.
- Благодаря особенностям строения пиноль у бабки передвигается на расстоянии до 100 мм.
- Высота державки не превышает 2.5 см.
- Детали, которые могут быть обработаны на данном оборудовании по длине не больше 1 метра.
- Суппорт станка может двигаться на расстояние до 20 см, а вдоль – до 60 см.
Благодаря этим характеристикам станок способен выполнять огромный спектр работ и при этом универсален в использовании.
Особенности работы агрегата
Сам агрегат имеет категорию точности Н. Электродвигатель может работать как в стандартном, так и в реверсном режиме. Частоту оборотов шпинделя регулирует оператор.
Для выполнения всех основных работ, а также дополнительных функций станок комплектуется различными дополнительными инструментами.
Специфика управления
Управление осуществляется при помощи рычагов и переключателей. У мастера есть возможность запустить следующие процессы:
- Непосредственно включение станка, который через двигатель придает вращательные движения шпинделю.
- Ускорять рабочее движение суппорта.
- Вдвигать пиноль упорной бабки.
- Регулировать параметры резьбы.
- Менять обороты во время нарезки резьбы, включать, отключать гайки.
- В процессе обработки конической поверхности выдвигать салазки.
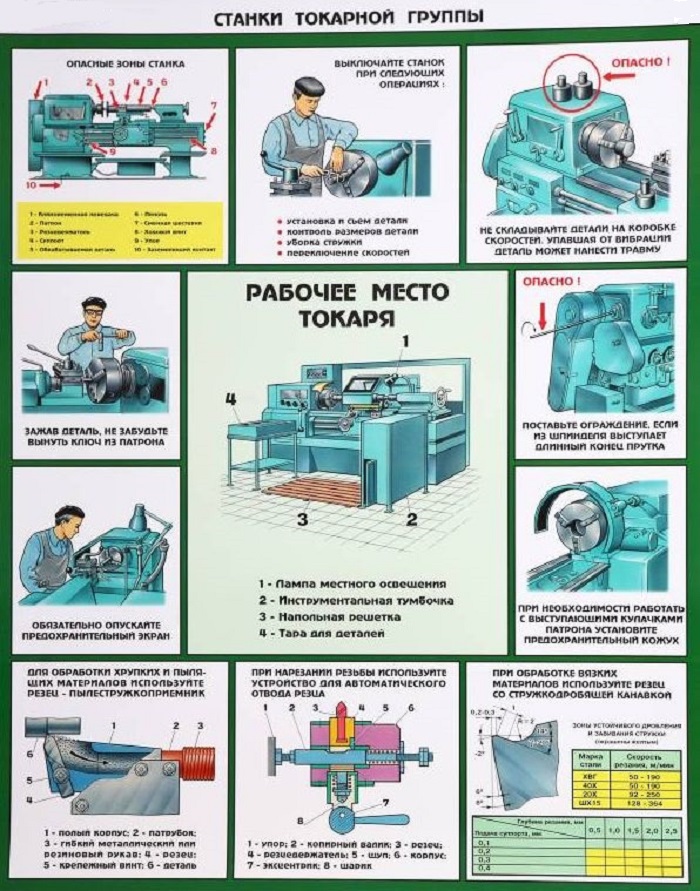
Меры предосторожности при работе с оборудованием
- Осознанное соблюдение мер безопасности во время работы, а также при транспортировке и установке в помещении.
- В электрической схеме обеспечить исправность прибора аварийного обесточивания.
- Рабочее помещение оборудовать в противопожарном отношении.
- В зоне доступности расположить принадлежности и препараты неотложной медицинской помощи.
- Рабочую одежду подгонять так, чтобы исключить случайный контакт с вращающимися механизмами.
Прототипом нового токарно-винторезного МеталМастер -1830, осталась модель ТШ-3 станка ещё до перестроечной, советской марки Универсал – 3. Выглядит эстетично, оборудован плавным управлением привода, оснащен электроникой. А, главное, станок совершил качественный переход из любительского в разряд профессионально продвинутой машины для металлообработки.
Краткие сведения о производителе
Команда конструкторов Одесского станкостроительного завода разработала новый токарно-винторезный станок. От аналогов он отличался высокой точностью обработки. В 1968 году модель 1П611 была запущена в производство.
Проектно-конструкторская документация была передана на Саратовский станкостроительный завод. Станки выпускались одновременно и отличались фактически только табличкой на передней бабке. На ней указывалось название завода-производителя.
После 1995 года станкостроительные заводы в Одессе были приватизированы, производство сократилось. В настоящее время работает только часть цехов. В них делают прессы для изготовления кирпича, выпускают деревообрабатывающие станки.
Саратовский завод продолжает выпускать токарные станки и другое металлообрабатывающее оборудование высокой точности под маркой Samat. Простые модели с ручным управлением ушли в прошлое. Теперь на СВСЗ – Средневолжском заводе, производят станки с ЧПУ, автоматизированные линии.
Конструкция токарного станка
Основными узлами являются:
- Станина — несущая конструкция, на которой расположены все узлы.
- Передняя бабка — в ней находится шпиндель, который вращается с деталью, и коробка скоростей.
- Задняя бабка — дополнительно фиксирует деталь во время обработки в центрах. Пиноль служит для крепления режущего инструмента (сверла, развертки).
- Суппорт — несет резцедержатель, в который крепятся токарные резцы. Перемещается в поперечном и продольном направлении на заданной скорости.
- Коробка подач — обеспечивает движение от ходового винта или вала на суппорт.
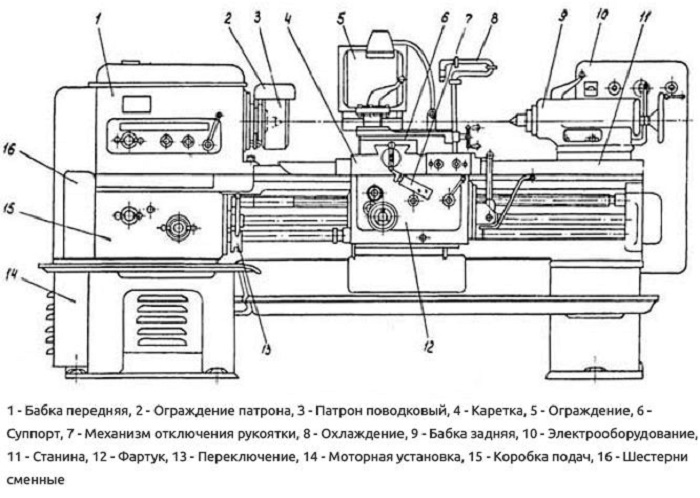
Важно!
На большинстве моделей главные узлы унифицированы.
Конструкция агрегата, его главные узлы
Описание главных узлов устройства:
- Своеобразные тумбы. Чтобы повысить надежность конструктива агрегата, проектировщики решили изготовить тумбу токарного прибора из толстого листа железа с ребрами жесткости поперечного и продольного типа. Лицевая и оборотная тумба играют роль опоры, на которую устанавливается станина устройства. В подобный конструктив можно компактно разместить систему управления агрегатом и главные механизмы устройства. В задней части тумбы установлено все необходимое оборудование, включая электродвигатель асинхронный, нужный для шпиндельной бабки. На лицевой панели располагается система управления агрегатом.
- Несущая станина. На это опорное основание фиксируется основная часть конструкционных элементов устройства. Несущая конструкция имеет коробчатую конфигурацию и оборудована двумя направляющими. На лицевом участке перемещается каретка, а на оборотной – задний узел агрегата (бабка).
- Задняя бабка. Она крепится на левом участке главной опоры. На ней закрепляется различный инструментарий.
- Винторезный станок имеет асинхронный двигатель и блок подач. Эти узлы сообщают вращательные движения шпинделя к рабочему валу агрегата. На оборудовании ТВ-4 предусмотрен клиноременной блок передач. Для контролирования степени подачи следует задействовать специальную рукоять. В устройстве исключены одновременные вращательные движения вала и рабочего винта. Корытце, находящееся сверху, предназначено для поступления смазывающей смеси в рабочую систему станка.
- Передняя бабка. Этот узел станка считается основным механизмом агрегата. В нем расположены ось и крепежная система (трехкулачковый патрон), устанавливающая возделываемую заготовку в нужное положение, которая передает на изделие вращательные движения привода.
- Поддерживающий узел металлорежущего устройства (суппорт), держатель, резец. Посредством этих механизмов осуществляется обрабатывание детали, установленных в бабках станка. Суппорт считается узлом передвижения резца в требуемое положение.
Токарный станок ТВ-4
Инструкция по эксплуатации
16а16 станок токарно-винторезный:схема
Насколько точно будет работать станок зависит от того правильно ли произвели его установку. Агрегат должен основательно закрепляться специальными болтами к фундаменту или бетонной подушке высотой не менее 150 мм. При этом проверка станка должна происходить по ГОСТу 42 — 56.
Первый пуск токарного станка в работу не менее важен, чем процесс его установки и правки. Пуск также считается первоначальным, если оборудование продолжительное время простаивало и не обслуживалось. Во избежание поломок, отнеситесь к первоначальному запуску с особой тщательностью и ответственностью. Процесс подготовки первоначально пуска представляет собой последовательный процесс.
Этап 1. Тщательно отчистите коррозионный налет, если таковой имеется на открытии и других незащищенных узлах.
Этап 2. Необходимо проверить наличие масла и при необходимости добавить его.
Этап 3. Если планируется производство токарных работ с охлаждением, то в специальный бак необходимо добавить специальную охлаждающую жидкость.
Этап 4. Проверьте целостность электрических проводов и надежность их соединения.
Этап 5. После успешного прохождения вышеперечисленных шагов можно включать станок и производить токарные работы.
Общий процесс работы станка 1А616 можно разграничить на следующие ключевые моменты.
Этап 1. Заготовку необходимо надежно зафиксировать между центрами патрона или в нем самом.
Этап 2. Выбранные модификации резцов также тщательно закрепляются в специальном фиксаторе, расположенном на суппорте оборудования. В держателе одновременно должно быть установлено не больше четырех приспособлений для нанесения резьбы.
Этап 3. Инструменты необходимые для нарезки внутренней резьбы, сверления и расточки закрепляются в пиноле задней бабки.
Этап 4
Теперь важно правильно настроить необходимую частоту вращения шпинделя. Его коррекция производится специальными переключателями, размещающимися на коробке передач
Этап 5. Ходовой элемент приходит в работу нажатием на пусковую кнопку, находящейся на коробке передач.
Этап 6. Для получения различных шагов резьбы производится соответствующая корректировка на рукоятках коробки передач и путем замены шестерней.
Этап 7. При включении узла, отвечающего за увеличение резьбового шага нужно резко повернуть вправо рычаг реверса подачи.
Этап 8. Рукоять передней бабки должна быть установлена в таком положении, которое будет соответствовать отметке «Нормальный».
Строение и применение ЧПУ
Современный токарный станок имеет числовое программное управление (ЧПУ). Применение электрической схемы и видоизменение основных узлов позволяет добиться высокой точности обработки.
Особенности станков с ЧПУ:
- При выборе оборудования нужно учитывать данные, указанные в ГОСТе. Там указываются класс точности и другие параметры.
- Устройство имеет сложную электрическую схему и мини-блок управления.
- Несмотря на свои небольшие размеры и вес, модели могут выдерживать большую нагрузку.
- Прибор имеет блок, на который выводится вся информация. Для этого применяются языки программирования, установленные стандартом.
- Оборудование небольших размеров и высокой точности востребовано. На нем производятся детали для электроники и бытовой техники.
Основные технические характеристики
Каждая деталь имеет свои особенности, функциональное назначение и технические характеристики, которые влияют на общую работу оборудования.
Шпиндель
Этот узел имеет следующие характеристики:
- диаметральный размер отверстия, проходящего насквозь – 35 мм;
- наибольший размер прутка в диаметре, проходящего в отверстие – 32 мм;
- число ступеней прямого и обратного вращения – 24;
- есть торможение шпинделя.
Подачи и резьбы
Технические характеристики по этим параметрам:
- максимальное перемещение суппорта – 200 мм;
- продольное перемещение каретки – 600 мм;
- максимальное перемещение резцовых салазок – 120 мм;
- количество ступеней – 17.
Суппорт
На этой конструкции крепится резцедержатель и специальные салазки, которые используются для проточки конических поверхностей.
Суппорт перемещается в поперечном и продольном направлении. Верхняя часть именуется салазками и способна передвигаться на 12 см.
Посадочная и присоединительная базы станка. Шпиндель
Шпиндель – это вал, который необходим для крепления обрабатываемой заготовки. Шпиндель имеет отверстия, в котором обрабатываются пруты.
Сама шейка элемента имеет коническую или цилиндрическую форму. Шпиндель обеспечивает точность обработки, он должен обладать долговечностью, надежностью и допустимыми параметрами нагрева.
Передняя бабка
Передняя или шпиндельная бабка — осуществляет основную функцию станка, она передает крутящий момент от электродвигателя.
Шпиндель расположен вол внутренней части данной конструкции. С внешней стороны обоих стеночек расположена ручка коробки скоростей.
Задняя бабка
Еще также называют упорной. Основная функция данного компонента конструкции — фиксация заготовки. Также данная конструкция предназначена для установки различных сверл и других инструментов.
Это магнитная деталь, один из наиболее важных элементов конструкции. Отвечает за торможение оборотов при работе.
Станина
Чугунная основа всей конструкции, к которой крепятся все остальные детали станка. Она изготовлена литьевым способом, что позволяет снижать колебания станка. Справа от кронштейна расположены детали с электрическим оборудованием.
Коробка скоростей
С помощью коробки скоростей устанавливается конкретная частота вращения шпиндельного узла. Сам шпиндель может работать на 24 скоростях. 12 из них регулируются от шестерён станка, а другие 12 – через зубчатую муфту.
Это классический вариант, при помощи которого можно регулировать основные изменения в работе станка.
Коробка подач на 4 рукоятки
В данном случае есть 4 рукоятки, при помощи которых можно осуществлять следующие действия:
- установка типа резьбы и подач;
- регулировка величины резьбы и подач;
- регулировка шага резьбы и подач;
- включение ходового винта и вала.
Коробка передач гитара
Этот компонент служит для передачи движения от коробки скоростей в коробку подач, а также для настройки подач на определенный тип нарезаемой резьбы.
Движение передаётся в зависимости от того, метрическая, дюймовая, модульная или питчевая резьба нарезается на заготовке.
Электрооборудование и электрическая схема станка
Токарный станок 1М61 используется на мелкосерийных производствах уже не первое десятилетие.
Он снабжен всеми необходимыми компонентами, которые обеспечивают его универсальность, а также надежность и долговечность.
Конструкция и принцип работы
Большинство токарных станков имеют схожую конструкцию и имеют одни и те же элементы. Отличаются они только габаритами и расположением некоторых деталей.
На токарных станках производится в результате вращения обработка деталей режущим инструментом. При поступательном движении резца с поверхности заготовки снимается слой металла, ей придается нужный вид и форма. Современные станки обладают высокой точностью, резьба может быть нарезана любого профиля.
Принцип работы токарного станка состоит в следующем:
- инструмент для работы вставляется в пиноль задней бабки;
- задняя бабка должна быть установлена в соответствии с размерами детали; она передвигается по направляющим станины;
- между передней и задней бабками располагается суппорт, в процессе работы он перемещается по направляющим с помощью каретки;
- резцедержатели подбираются в зависимости от размера детали, они могут быть как одиночными, так и предназначенными для нескольких резцов.
Принцип работы токарного станка
Заготовка закрепляется в патроне, закрепленном на шпинделе. Получаемое вращение шпинделя исходит от электродвигателя главного движения посредством клиноременной передачи.
Инструмент осуществляет только прямолинейные движения в продольном или поперечном направлении.
Конусом, установленным в пиноли задней бабки, осуществляется поддержка длинной заготовки или для удержания ее от изгиба при высоких нагрузках при точении. Осевой инструмент, обрабатывающий отверстия, также закрепляется в задней бабке.
Токарный станок 1а616, инструкцию по эксплуатации и паспорт которого можно найти в интернете в открытом доступе, кроме точения, сверления и растачивания может выполнять следующие операции:
- фасонное точение;
- рифление;
- обкатку;
- развертывание;
- зенкерование.
Работать на станке можно инструментом из быстрорежущих сталей и сборными резцами с твердосплавными пластинами.
Кинематика
Кинематическая схема станка позволяет обеспечить следующие виды движений:
- Главное движение: n дв · i пп · i v = n шп → n шп. Настройка коробки скоростей производится исходя из условия: i v = n шп / n дв · i пп.
- Движение подачи: S пр = n дв · i пп · i s. Настройка коробки подач производится исходя из условия: i s = S пр/ n дв · i пп.
- Винторезное движение: t нр = t хв · i пр · i см · i пп. Наладка: i пр = t нр = i см / ( t хв · i пп ), где:
- i пр – передаточное отношение зубчатых колес от шпинделя до гитары сменных колес, i пр = 48/68·34/36·36/48;
- i пп – передаточное отношение зубчатых передач коробки подач;
- i см – передаточное отношение сменных колес.
Электрика
Электрическое оборудование на станке 1а616 аналогично 1б61. Это электродвигатели, предохранители, выключатели, реле, трансформаторы и местное освещение. Схема питания и принципиальная схема представлены в паспорте на станок.
В то время, когда станок массово выпускался, им оборудовали не только цеха и мастерские на предприятиях, но и сельские мастерские. На удаленных территориях напряжение в электрической сети было 220 В. Поэтому на станки модели 1а616к устанавливались двигатели пс8с, работающие от постоянного тока. Они обеспечивали плавное торможение без сильного нагревания.
Освещение рабочей зоны организовано через понижающий трансформатор и составляет 36 В.
Эксплуатация и ремонт
Документы на станок содержат инструкции по безопасному ведению работ, о сроках обслуживания и ремонта, периодичности смазки. Также отображены нормы к установке и требования к фундаменту.
Эксплуатационные параметры в помещении:
- влажность – 80%;
- температура – 10°С – 30°С;
- тип производства – серийное, штучное.
При продолжительной эксплуатации рекомендуемый цикл проведения капитального ремонта составляет 5 лет (при двухсменном режиме). Межремонтный цикл включает в себя следующие регламенты: осмотр – 10, малый ремонт – 5, средний ремонт – 2. Перечень проводимых работ можно найти в паспорте станка.




