Сортамент стальных труб
Содержание:
- Сортамент труб и область их применения
- Разновидности и их особенности
- Подробнее о стандартизации
- Скачать ГОСТ 10704-91 в PDF и что нужно знать о нем
- Методы сварки прямошовных труб
- Сортаменты труб
- Производство и сфера применения
- Виды стальных изделий
- Особенности металлополимерных труб
- Что такое труба стальная электросварная 10704-91
- Прямоугольная труба
Сортамент труб и область их применения
Наиболее широкое использование для технологических трубопроводов нашли трубы из углеродистых и легированных сталей, так как по сравнению с трубами из других материалов они более прочны и термически устойчивы.
Трубы из углеродистой стали применяют в технологических трубопроводах для транспортирования неагрессивных, малоагрессивных и среднеагрессивных продуктов при температуре не более 450° С. Трубы из легированных и высоколегированных сталей используют для транспортирования агрессивных продуктов при любой температуре, а также среднеагрессивных продуктов при температуре выше 450° С.
Сортамент, регламентированный ГОСТ на стальные трубы, включает трубы диаметром от 1 до 1620 мм с толщиной стенок от десятых долей до 75 мм.
По способу изготовления стальные трубы разделяются на сварные и бесшовные.
Бесшовные трубы являются наиболее качественными, поэтому их используют преимущественно для трубопроводов ответственного назначения, работающих под средним и высоким давлением.
Сварные трубы применяют для трубопроводов, работающих под низким и средним давлением; их широко используют особенно для трубопроводов с условным проходом свыше 400 мм.
Основные характеристики стальных труб приведены в табл.3.
Отступления от размеров при изготовлении труб по толщине стенки и по наружному диаметру ограничены ГОСТом (табл. 4).
Для бесшовных труб овальность и разностенность не должны превышать допускаемого отклонения соответственно по диаметру и толщине стенки.
| Таблица 3 | ||||
| Сортамент труб для технологических трубопроводов | ||||
| Виды работ | ГОСТ или ТУ | Размеры труб | ||
| наружный диаметр, мм | толщина стенки, мм | длина, м | ||
| Трубы водогазопроводные | ГОСТ 3262—62 | 10,2-165 | 1,8—5,5 | 4—12 |
| Трубы водогазопроводные тонкостенные | ЧМТУ УКРНИТИ № 576—64 | 20,Я— 59,8 | 2,2—3 | 4-12 |
| Трубы электросварные | ГОСТ 10704—63* | 8-1620 | 1—14 | 1,5-18 |
| Трубы электросварные холоднотянутые и холоднопрокатные | ГОСТ 10707—63 | 5-76 | 0,5-3 | 1,5—8; 5 |
| Трубы электросварные со спиральным швом | ГОСТ 8696—62 | 426— 1220 | 4—12 | 10—18 |
| Трубы бесшовные горячекатаные | ГОСТ 8732—58** | 25—530 | 2,5-75 | 4—12,5 |
| Трубы бесшовные холоднотянутые и холоднокатаные | ГОСТ 8734—58 | 1—200 | 0,1—12 | 1,5—9 |
| Трубы бесшовные для установок высокого давления | ЧМТУ УКРНИТИ № 518-63 | 12—219 | 3-60 | 4,5 |
| Трубы крекинговые коммуникационные | ГОСТ 550—58 | 19—530 | 1,5—75 | 4-12,5 |
| Трубы бесшовные для паровых котлов и трубопроводов | ГОСТ 10803—64 | 10—465 | 2—60 | 3—12 |
| Трубы бесшовные горячекатаные из нержавеющей стали | ГОСТ 9940-62 | 76—325 | 4,5—28 | 1,5—10 |
| Трубы бесшовные холоднотянутые, холоднокатаные и теплокатаные из нержавеющей стали | ГОСТ 9941—62 | 5—120 | 0,3—12 | 1,5—7 |
| Трубы электросварные из нержавеющей стали | ГОСТ 11068—64 | 8-102 | 1—4 | 1,5—8 |
* Трубы по ГОСТ 10704—63 до ввода нового оборудования выпускают диаметром до 1420 мм.
**Трубы по ГОСТ 8732—58 для технологических трубопроводов применяют диаметром до 426 мм.
Бесшовные горячекатаные, холоднотянутые и холоднокатаные трубы выпускают также по ГОСТ 9567—60 с повышенной точностью по наружному диаметру. Такие трубы получили название прецизионных.
ГОСТ 10704 — 63 на электросварные трубы предусматривает возможность поставки труб с калиброванными торцами с наружным диаметром 426 мм и более.
Установлены три класса точности калибровки торцов труб: высокая, повышенная и обычная с допускаемыми отклонениями по наружному диаметру калиброванных торцов труб в пределах:
от ±1,5 мм до ±3,5 мм для труб с наружным диаметром от 426 до 720 мм,
от ±5 мм до ±7,5 мм для труб с наружным диаметром более 1220 мм.
1. Укажите область применения труб из углеродистой и легированной сталей.
2. Назовите две основные группы стальных труб (по способу изготовления) и укажите преимущества и недостатки этих труб.
3. Перечислите основные виды стальных труб (по табл. 3).
4. Укажите отклонения, допускаемые в размерах труб, и их. предельные значения?
Все материалы раздела «Изделия» :
● Сортамент труб и область их применения
● Технические требования к стальным трубам
● Сортамент труб технологических трубопроводов по нормалям машиностроения
● Отводы крутоизогнутые и гнутые
● Фланцы
● Тройники, переходы и заглушки
● Опоры, подвески и опорные конструкции
● Компенсаторы
● Трубы и детали трубопроводов из цветных металлов и их сплавов
● Трубы и детали трубопроводов из чугуна и специальных сплавов
● Трубы и детали из пластмасс
● Трубы и детали из стекла, ситалла, фарфора, керамики, аитегмита и фанеры
● Трубы и детали гуммированные, биметаллические и с лакокрасочными покрытиями
● Трубы и детали футерованные и эмалированные
● Назначение, классификация и выбор арматуры
● Приводная и самодействующая арматура
● Условные обозначения и отличительная окраска арматуры
● Крепежные изделия, прокладочные и уплотнительные материалы
Разновидности и их особенности
Трубы без швов из стали изготавливаются:
- горячедеформированными (или горячекатаными);
- холоднодеформированными (или холоднокатаными).
Отличия горячедеформированного типа
Трубы горячекатаные производятся в соответствии с ГОСТ 8731-74, которым определяются требования к изготовлению, и ГОСТ 8732-78, устанавливающим сортамент.
Для изготовления используется сталь следующих видов:
- углеродистая;
- низколегированная;
- легированная.
Технология изготовления:
- изготовление полой заготовки после нагрева;
- раскатывание заготовки до заданных параметров;
- окончательная калибровка.
Схема технологического процесса производства
Более подробно об изготовлении рассказано на видео.
Преимуществами труб, изготовленных методом прокатки в разогретом состоянии, являются:
- надежность изделий во весь период использования;
- длительный период эксплуатации;
- устойчивость к перепадам давления и температуры проходящей среды;
- низкий уровень негативного влияния коррозии (трубы из легированной стали).
Для увеличения показателя устойчивости к коррозии изделия подвергаются дополнительной обработке в виде оцинкования.
Горячекатаные трубы производятся:
- с внутренним диаметром в пределах 20 – 550 (мм);
- мерной, немерной, кратной или приблизительной длины, находящейся в границах 4 – 12,5 (м);
- толщина стенки, которая может варьироваться в диапазоне 2,5 – 75 (мм).
Параметры по нормативным документам
Трубы горячей прокатки преимущественно используются:
- для строительства систем теплоснабжения, причем как на промышленном, так и на бытовом уровне;
- в химической сфере, нефтедобывающей или нефтеобрабатывающей отрасли, где требуется высокий уровень герметичности;
- в машиностроении.
Отличия холоднодеформированного типа
Трубы холоднодеформированные изготавливаются по ГОСТ 8733-74, а их сортамент определяется ГОСТ 8734-75.
Для производства используются следующие марки стали:
- сталь 10;
- 15Х;
- сталь 20;
- сталь 30;
- 20Х;
- сталь 45;
- 10Г2;
- 40Х и так далее.
Параметры материала для производства труб холодного деформирования
Технология изготовления следующая:
- подготовка отрезов нужной длины;
- очистка и обработка горячей и холодной водой;
- просушка;
- обработка смазкой;
- прокатка в специальном станке с целью уменьшения толщины стенки изделия;
- калибровка;
- окончательная термообработка для снятия внутреннего напряжения.
Процесс производства
Все трубы имеют следующие параметры:
- наружные диаметры в границах 5 – 250 мм;
- толщину стенок в диапазоне 0,3 мм – 24 мм;
- мерной (4,5 – 9 м), немерной (1,5 – 11,5 м) или кратной 1,5 – 9 м длины.
В зависимости от толщины стенки изготовленные холодной прокаткой трубы подразделяются на следующие подвиды:
- особотонкостенные. К данной категории относятся материалы с толщиной стенки до 0,5 мм;
- тонкостенные – до 1,5 мм;
- толстостенные – до 12,5 мм;
- особотолстостенные – от 12,5 мм.
Параметры изделий
Достоинствами труб, изготовленными по методике холодной деформации, являются:
повышенная прочность;
Показатель прочности у холоднодеформированных труб приблизительно на 1/4 больше, чем у изготовленных методом горячей деформации.
- точность размеров;
- возможность сгиба под заданным углом.
Благодаря указанным качествам трубы холоднокатаные используются:
- для строительства требующих высокой точности и промышленных трубопроводов (отопление, водоснабжение и так далее);
- для изготовления мебельных каркасов;
- в автомобилестроении;
- в химическом производстве.
Единственным, с точки зрения специалистов, существенным недостатком как холоднодеформированных, так и горячедеформированных изделий является значительная стоимость изделий, что связано со сложностью процесса изготовления. В среднем стоимость 1 т бесшовной стальной трубы, имеющей сертификат соответствия, составляет 82 500 рублей.
Подробнее о стандартизации
Стандартизация металлических элементов инженерных систем начала зарождаться в то время, когда активно стали появляться пластиковые трубы. Актуальность стандартизации заключалась и заключается в том, что она дает возможность без особых проблем объединять в рамках одной системы трубы из различных материалов. А это, в свою очередь, значительно расширяет возможности и полезные свойства инженерных систем.
Кроме того, имея информацию о наружном диаметре труб, специалисты-проектировщики могут достаточно оперативно определять, какие соединительные элементы необходимы и в каком количестве.
Речь идет о таких элементах, как:
- отводы;
- тройники;
- заглушки;
- запорные элементы систем.
Скачать ГОСТ 10704-91 в PDF и что нужно знать о нем
Стандарт был
разработан в 1991 году, но в обычную практику его ввели только в 1993 году.
Изменения, вносимые в него, касались в основном сортамента, габаритов и
технических характеристик.
Труба стальная электросварная оцинкованная ДУ65 — чрезвычайно востребованный продукт. Если она используется на каком-либо объекте народного хозяйства, то все работы будут ориентированы на содержание ГОСТа 10704.
Из нержавеющей стали
Возможно,
какая-то строительная организация уже использовала данный продукт несколько
лет назад. Но появляющиеся новые технологии сразу же находят отражение в
ГОСТах.
Внимание!
Нельзя начинать новый цикл работ без ознакомления с актуальными поправками, которыми был дополнен стандарт. О них необходимо знать «до», а не «после» начала работ.
Как правило,
все технические нюансы группируются и выпускаются в форме отдельного
приложения. Но иногда новшества вносятся непосредственно в текст. В этом
случае издание должно сопровождаться особыми информирующими ремарками.
Если вовремя не принять к сведению все поправки,
то велик риск работы с информацией, утратившей актуальность.
Почему важна
информация, отраженная в ГОСТе? В нем прописываются базовые данные: перечень
типоразмеров, разрешенные отклонения и так далее. Технические же требования к
производству отражены в 10705-80 и
10706-76. К ним относятся: механические свойства, марка стали, используемая
при изготовлении и др.
Причем все
технические требования должны обязательно соотноситься с нормативами стандарта
10704. Поэтому до начала любых строительных, монтажных или реставрационных
работ необходимо тщательное изучение всех вышеназванных ГОСТов.
В этих трех
стандартах постоянно встречаются ссылки друг на друга. Дело в том, что базовые
характеристики конечного продукта часто определяются тем, какие технические условия предписываются для
его изготовления.
Методы сварки прямошовных труб
Трубная продукция, изготавливаемая по методике сгибания листа (полосы) стали в круг и соединения ее стыков, сваривается по нескольким разным технологиям.
Печная сварка
Поступающая на прокатный стан для придания ей круглой формы стальная полоса (штрипс) предварительно прогревается в туннельной печи до температуры около 1300 °С. Подходя к прокатным роликам, боковые сопла горячим воздухом дополнительно нагревают кромки трубы до температуры около 1400 °С. Аналогичные сопла установлены в зоне валков формовочного стана и нагревают края полосы до 1400 °С перед непосредственным сгибанием листа в круг с контактом крайних кромок.
После соединения кромок, нагретых до высокой температуры под давлением валками, образуется прочный шов, полученный методом взаимной диффузии расплавленных металлов. Далее труба еще раз протягивается через печь с формовочными валками для придания ей правильной геометрической формы. Технология относится к видам обработки стали методом горячей деформации.
Рис. 5 Схема печной и электродуговой сварки в среде флюса
Электросварка
Электросварка чаще других методов применяется при сваривании труб круглого сечения, она позволяет получать высококачественный шов на тонких стенках. Трубные изделия, применяемые для трубопроводных магистралей нефтегазовой промышленности, изготавливаются с применением дуговой сварки с флюсом. Для проведения сварочных работ в формообразующем прокатном стане формируют трубную оболочку круглой формы, если диаметр изделия слишком велик, круг собирают из двух листов, которые формуют под прессом до получения полукруглой формы.
Автоматическую электрическую сварку производят одновременно с двух сторон до получения равномерно провареного продольного шва, в качестве электрода используют проволоку. После убирания гранда, ультразвуковой проверки и гидроиспытаний труба готова к применению.
Рис. 6 Электросварка в инертных газах – принцип
Электросварка в среде защитного газа
Недостаток проведения сварочных работ на воздухе – вредное воздействие кислорода на стык, в результате в шовной полосе образуются воздушные пузыри, изменяется ее химический состав из-за карбидизации легирующих элементов, на поверхности появляется окалина.
Избавиться от указанных вредных факторов, возникающих вследствие воздействия на металл кислорода окружающей среды, позволяет применение в области сварки инертных защитных газов: углекислого, аргона и гелия. При работе нейтральные газы, будучи тяжелее воздуха, вытесняют его из рабочей зоны, исключая контакт расплавленной сварочной ванны с атмосферным кислородом. В качестве электродов используют тугоплавкие изделия из вольфрама.
Сварку в среде инертного газа чаще применяют для соединения деталей из нержавеющей или высоколегированной стали, швы отличаются однородностью материала, одинаковой толщиной, высоким качеством поверхности, обеспечивают отличную герметичность и прочность стыка.
Трубные изделия, полученные методом электрической сварки, относятся к группе холоднодеформированных.
Рис. 7 Схемы сваривания ТВЧ
Высокочастотная (индукционная) сварка
Современный высокоскоростной метод сваривания давлением (прижиманием оплавленных кромок друг другу с физическим усилием), при котором края заготовки нагреваются токами высокой частоты ТВЧ до размягчения, широко используют в трубном производстве. Плотность токов максимальна в поверхностном слое изделия и резко снижается при погружении в глубь заготовки (поверхностный эффект), благодаря чему сильно разогревается только тонкий слой наружной оболочки глубиной 0,1 – 0,15 мм.
Нагрев стыкуемых кромок производится индуктором, расположенным в непосредственной близости от их краев, он генерирует индукционные токи по краям заготовки с помощью двух скользящих по трубной оболочке электродов.
При индукционном сваривании соединяемые трубные кромки заготовки имеют вид буквы Y, ТВЧ подводятся к кромкам посредством индуктора или поворотного ролика так, чтобы он проходил через точку их схождения. Расстояние от токопроводящих контактов до места стыка варьируется в диапазоне от 25 до 300 мм.
Существует несколько технологий индукционной сварки, для соединения трубных кромок из черных и цветных металлов чаще используют методику сваривания под давлением с оплавлением. Скорость нагрева при данной технологии составляет 15·104 °С/с, осадки 2000 мм/с, технология обеспечивает высокое качество сварочного соединения.
Рис. 8 Физические параметры металлов термообработанных и горячередуцированных прямошовных труб классов А и В (ГОСТ 10705-80)
Сортаменты труб
Техническая терминология изобилует заимствованиями, что абсолютно не удивительно – возникли многие технические дисциплины далеко не в России, а значит и язык с терминами, который придумывали для них создатели, был далек от русского.
По мере того, как эти дисциплины и производства проникали к нам, их термины адаптировались под местное понимание и произношение. Эта судьба постигла и слово «assortiment», доставшееся нам от французов. Превратившись у нас в несколько вариаций, наподобие сортимента или сортамента, на языке оригинала оно означало просто наличие выбора, возможность как-то подобрать или рассортировать по признакам множество предметов. А сейчас этот термин уже стал прочной частью нашей промышленной терминологии, и повсеместно используется как обозначение состава продукции. Даже не самих труб, а металлопроката, который далеко не одинаков и имеет различные размерные показатели, разные параметры профиля и множество распространенных или не особенно марок.
Каждая труба, без малейших исключений, имеет свой уникальный сортамент труб. Такие сортаменты систематизированы и на практике определяются прекрасно известным понятием ГОСТов, которые прописаны для любого отдельного вида труб. Это более чем логично: конкретное применение изделия определяет то, каким будет это изделие по структуре и свойствам, какими параметрами оно будет наделено и из каких материалов будет создано для наилучшего выполнения своей функции.
Какие параметры конкретной трубы должен определить сортамент? Их несколько.
Первоначально определяется точный вид труб: она может быть электросварной, может в своем сечении иметь квадрат, овал или прямоугольник, может быть профильной или же водогазонапорной, и это надо указать в первую очередь.
Следующей по значимости становится характеристика размера, затем – того материала, который положен в основу металлопроката: является ли он черным или цветным. Только затем указываются уже конкретные использованные марки стали, и финальным параметром будет использованный метод создания такой трубы, например, бесшовный или же сварной.
Система сортаментов труб похожа на матрешку, и каждый отдельный вид труб имеет свой сортамент, потому что для него существенны совершенно особенные, свои показатели. И именно параметры сортаментов – первостепенны для грамотного выбора нужной трубы.
Не нашли нужной информации? Воспользуйтесь прямым поиском в рекламе GOOGLE чтобы перейти на интересующие вас объявления!
Сортаменты труб Сортаменты труб Техническая терминология изобилует заимствованиями, что абсолютно не удивительно – возникли многие технические дисциплины далеко не в России, а значит и язык с терминами, который
Производство и сфера применения
В металлопластиковых трубах прекрасно сочетается прочность металла с гибкостью полиэтилена
Металлопластиковые трубы знамениты сочетанием гибкости пластмассы и прочности металла. Их конструкция представляет собой многослойный пирог из двух полиэтиленовых слоёв с промежуточной алюминиевой прослойкой. Она обеспечивает механическую прочность труб и препятствует диффузии кислорода из воздуха. Кроме того, армирование алюминием позволяет компенсировать тепловое расширение пластика, которое выше, чем у металла, в десять и более раз. Сшитый полиэтилен, который используют в процессе производства, имеет низкий коэффициент трения, поэтому образование накипи и налёта из ржавчины и грязи на внутренней поверхности труб снижается в разы. Все слои металлопластиковой трубы соединяются между собой посредством специального клея, состав которого производители держат в секрете. К клеящему слою предъявляются высокие требования, ведь именно он сохраняет монолитность конструкции во время монтажа и при постоянных перепадах температур в процессе эксплуатации.
Внутренний армирующий слой выполняется из тонкой алюминиевой ленты, сваренной по длине встык или внахлёст с использованием ультразвука. После этого с внешней и наружной стороны алюминиевой трубы методом экструзии наносится адгезив и полиэтилен, после чего изделие охлаждается, маркируется и сматывается в бухты.
Структура труб из металлопластика включает в себя несколько слоёв
Обладая многочисленными достоинствами, металлопластиковые трубы широко используются не только в быту, но и для построения таких инженерных систем в промышленности и сельском хозяйстве:
- Гидравлические и компрессорные системы;
- Системы кондиционирования;
- Обустройство трубопроводов широкого назначения, предназначенных для транспортировки жидких и газообразных веществ.
Несмотря на все преимущества изделий из армированного полиэтилена, не рекомендуется применять их в системах обогрева, оборудованных элеваторными узлами и помещениях, отвечающих категории «Г» пожарной опасности. Кроме того, накладываются жёсткие ограничения на толщину труб в зависимости от давления в системе и монтаж магистралей вблизи объектов с тепловым излучением выше 150°С.
Виды стальных изделий
Классифицироваться металлические трубы могут по нескольким признакам:
- способу изготовления;
- длине;
- наружному и внутреннему диаметрам;
- форме сечения.
По способу изготовления все выпускаемые сегодня трубы могут быть:
- электросварными (прямошовными и со спиральным швом);
- бесшовными (холодно- и горячедеформированными).
Первая разновидность используется там, где протечки транспортируемой среды маловероятны. Стоят такие изделия дешевле холодно- и горячедеформированных. Дорогие бесшовные трубы используются в основном на значимых объектах. То есть там, где из-за давления возможны прорывы рабочей среды. Такие трубы характеризуются высокой степенью износостойкости и просто отлично противостоят разного рода неблагоприятным воздействиям окружающей среды. Также изделия этой группы без опаски могут подвергаться различным видам металлообработки — клепке, резке, сварке и т. д.
Существует на рынке сегодня и огромный выбор труб самой разной формы. При необходимости можно приобрести изделия:
- овальные или круглые;
- прямоугольные либо квадратные.
Особенности металлополимерных труб
Технология изготовления
Технология изготовления трубных изделий из металлополимеров предусматривает несколько этапов:
- Из специального устройства (экструдера) выдавливается внутренняя оболочка.
- Сверху оболочки с помощью специального клеевого слоя наносится несущий слой из алюминиевой фольги, которая сваривается по шву лазерным методом встык или внахлест.
- На алюминиевый слой наклеивается выдавленная внешняя оболочка.
- Все слоя одновременно подвергаются прессованию.
Внешний слой трубы защищает алюминий от воздействия кислорода и влаги. Алюминиевая фольга обеспечивает прочность изделия, а внутренний слой предназначен защитить изделие от воздействия рабочей среды и образования конденсата.
Технология изготовления
Преимущества перед металлическими изделиями
Благодаря такой технологии трубы металлополимерные многослойные получают физико-механические характеристики, благодаря которым значительно превосходят металлические трубы. В первую очередь это:
- устойчивость против коррозии и агрессивной среды;
- хорошая теплостойкость;
- простота монтажа;
- сохранение геометрической формы после изгиба;
- устойчивость против внутренних отложений;
- высокая пропускная способность и пр.
Назначение и маркировка изделий
Трубы из металлополимера применяются для прокладки водопроводов, систем отопления и канализации. Также они вполне пригодны для газа.
Для четкой, однозначной классификации изделий принята международная маркировка металлопластиковых труб. Основная цель нанесения информации – донести до покупателя максимум полезных данных про изделие.
Разобраться в маркировке поможет следующая инструкция, раскрывающая основную кодировку:
- Тип применяемого для изготовления пластика:
- PEX-AL-PEX – сшитый полиэтилен;
- PERT-AL-PERT – термостойкий полиэтилен;
- PE-AL-PE – простой полиэтилен;
- PP-AL-PP – полипропилен.
- Изделия из сшитого полиэтилена в аббревиатуре могут содержать буквы, которые обозначают, каким способом сшитый материал (а-пироксидным, b-силановым, c-электронным).
- Диаметр изделия и толщина (минимальная) стенки. Значение проставляется в миллиметрах или дюймах.
Для перерасчета можно использовать следующие соотношения: 16,0 мм – 3/8″; 20,0 мм – 1/2″; 25,0 мм – 3/4″; 63,0 мм – 2,0″; 90,0 мм – 3,0″; 110,0 мм – 4,0″; 125,0 мм – 5,0″. Другие значения можно найти при помощи конвертера.
- Номинальное (рабочее) давление, на которое рассчитана труба. При соблюдении рабочего давления металлополимерные трубы выдерживают более 50 лет эксплуатации без деформации и других нарушений технических характеристик.
- Максимальное давление. Актуальный параметр для трубопроводных изделий, рассчитанных для транспортировки рабочей среды с высокой температурой.
- Информация о рабочей среде, которую можно транспортировать по трубам.
- Номер партии и дата изготовления продукции.
Производителем рекомендуется при прокладке трубопровода обеспечить доступ к считыванию маркировочной информации, которая окажется полезной при проведении ремонта или осмотра участков магистрали.
Пример маркировки изделий
Способы соединения
Использование металлопластиковых труб для прокладки трубопроводов требует решения проблем с соединением изделий между собой или фитинговыми изделиями.
Для обеспечения надежных соединительных узлов используются:
- Фитинги резьбовые с уплотнительным разрезным кольцом.
- Пресс-фитинги.
Резьбовые фитинги проще в установке и не требуют специального инструмента. Однако такой вид соединительного узла является главным недостатком металлополимерной продукции, так как соединения со временем теряют герметичность и требуют постоянного контроля и подтяжки.
Соединительные узлы, образованные с помощью пресс-фитингов, более надежные, однако являются неразъемными и для их организации необходим специальный пресс-инструмент.
Что такое труба стальная электросварная 10704-91
Металлический цилиндр, пустотелый внутри, называется круглой трубой. Конструктивная особенность продукта заключается в том, что его поперечное сечение намного меньше общей длины.
Внешний диаметр
Изделие используется там, где отмечается:
- резкая амплитуда температур;
- перепады давления;
- перекачка нефтепродуктов;
- перекачка разнообразных кислот;
- слив промышленных отходов;
- слив сточных вод.
В зависимости
от поставленной задачи подбираются образцы определенных габаритов.
Высокий
коэффициент прочности стальной трубы 10704-91 508х8 гарантируется уникальным сплавом.
Важно!
На стадии изготовления в низколегированную углеродистую сталь добавляют марганец и хром. Пропорции определяются технологами. Их соблюдение строго обязательно!
В процентном
отношении специфических добавок не должно быть более 2,5. Но если труба ДУ150
или другого размера предназначена для использования в проекте особого
назначения, вхождение дополнительных усиливающих ингредиентов увеличиваются.
Максимальное содержание добавок не должно превышать 10%.
Прямоугольная труба
Большинство стальных труб прямоугольного сечения производятся методом электрической сварки с прямым швом. Сортамент такого вида материала указан в ГОСТ 8645-82, согласно которому определяется предельная толщина стенок для труб определенного размера. Например, для изделия со сторонами 15 и 10 миллиметров допускается толщина стенок 1 мм, 1,5 мм и 2 мм.

Для трубы размером 80*60 мм стенки могут иметь толщину 3,5мм, 4 мм, 5 мм, 6 мм и 7 мм. Максимальные размеры стандартной трубы с прямоугольным сечением могут быть 180*150 мм. При этих параметрах допускается производить изделия, имеющие толщину стенок 8 мм, 9 мм, 10 мм, 12 мм.
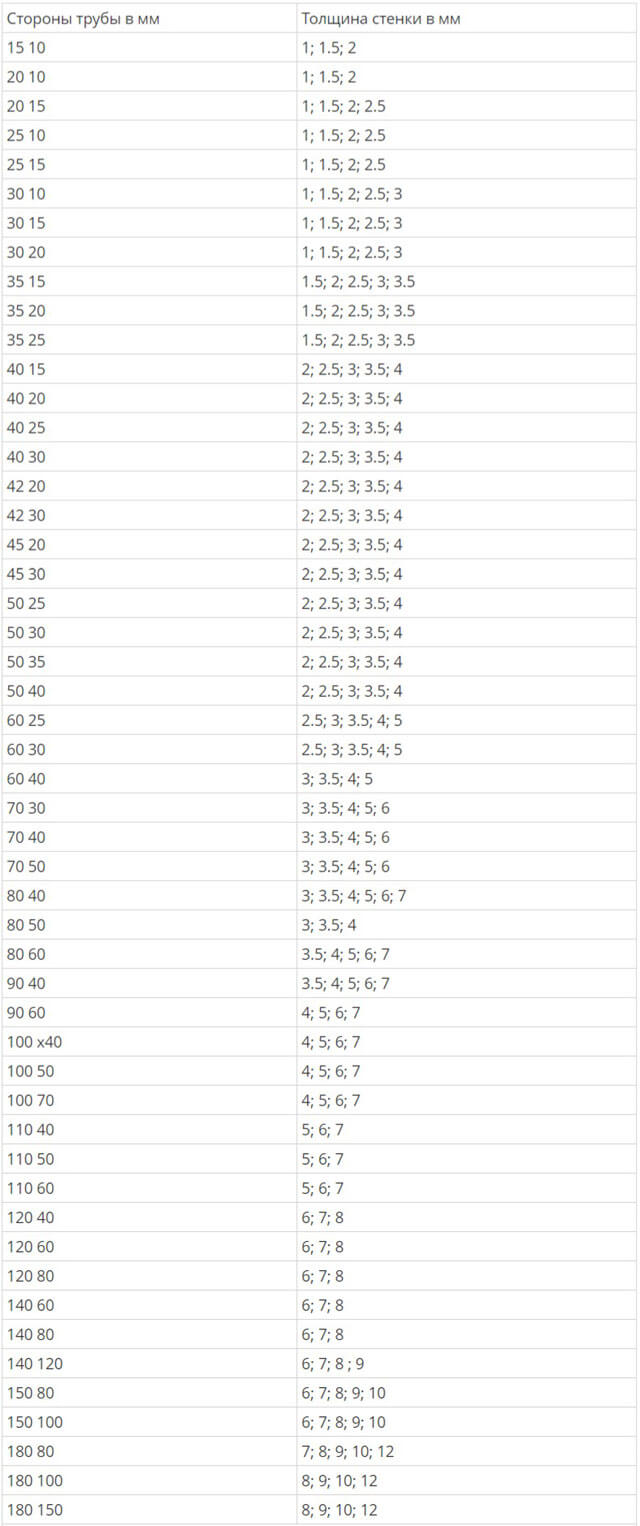
ГОСТ 8645-82 допускает изготовление стальной трубы нестандартных размеров, например, 28*25 мм или 196*170 мм. Отклонения имеет и толщина стенок таких изделий, соответственно 1,5 мм и 18 мм.

Дополнительный документ 8645-68 содержит информацию об ином перечне прямоугольных труб из стали. Особых различий между регламентирующими документами нет. Однако во втором стандарте указаны специальные параметры. Они позволяют выпускать стальные изделия прямоугольного сечения, имеющие параметры 230*100 миллиметров.
Заключение
Подробные описания сортамента ст труб и документов, регламентирующих их изготовление, помогут сделать правильный выбор материала для строительства и подобрать нужные размеры. Удачного строительства!




