Как правильно паять
Содержание:
Как паять трубы
Медные трубы паяют высокотемпературным способом любым твердым припоем для меди с активированной флюс-пастой, не требующей удаления остатков. Далее возможны 3 варианта:
- В медных (латунных, бронзовых) соединительных муфтах – паяльных фитингах.
- С полной раздачей.
- С неполными раздачей и сжатием.
Пайка медных труб в фитингах надежнее прочих, но требует значительных дополнительных расходов на муфты. Единственный случай, когда она незаменима – устройство отвода; тогда используется фитинг-тройник. Обе паяемые поверхности заранее не лудят, но покрывают флюсом. Затем трубу вводят в фитинг, надежно фиксируют и пропаивают стык. Пайка считается законченной, когда припой перестанет уходить в зазор между трубой и муфтой (нужен 0,5-1 мм) и выступит снаружи небольшим валиком. Фиксатор снимают не ранее чем через 3-5 мин по затвердевании припоя, когда стык уже можно держать рукой, иначе припой не наберет прочность и стык когда-то да потечет.
Как паяют трубы с полной раздачей, показано слева на рис. Давление «раздатая» пайка держит такое же, как и фитинговая, но требует доп. специнструмента для разворачивания раструба и повышенного расхода припоя. Фиксация впаиваемой трубы не обязательна, ее можно вдвинуть в раструб с проворотом, пока не заклинит намертво, поэтому пайку с полной раздачей часто делают в неудобных для установки фиксатора местах.

Пайка медных труб
В домашней разводке из тонкостенных труб малого диаметра, где давление уже небольшое, а его потери несущественны, целесообразной может оказаться пайка с неполной раздачей одной трубы и сужением другой, поз. I справа на рис. Для подготовки труб достаточно круглой палки из твердого дерева с коническим острием в 10-12 градусов с одной стороны и усеченно-конической лункой в 15-20 градусов с другой, поз II. Концы труб обрабатывают, пока они без заклинивания не войдут друг в друга прим. на 10-12 мм. Лудят поверхности заранее, наносят на луженые еще флюса и соединяют до заклинивания. Затем греют до плавления припоя и подпирают зауженную трубу, пока ее не заклинит. Расход припоя выходит минимальным.
Важнейшее условие надежности такого стыка – сужение должно быть ориентировано по току воды, поз. III. Школьный закон Бернулли – обобщение для идеальной жидкости в широкой трубе, а у реальной жидкости в узкой трубе за счет ее (жидкости) вязкости максимум скачка давления смещается противоположно току, поз. IV. Возникает составляющая силы давления, прижимающая зауженную трубу к раздатой, и пайка получается очень надежной.
Что еще?
Ах да, подставки для паяльников. Классическая, слева на рис., пригодна для любых стержневых. Где на ней быть ванночкам для припоя и канифоли – дело ваше, какой-либо регламентации нет. Для маломощных паяльников с фартуком пригодны упрощенные подставки-скобы, в центре.

Правильные и неправильная подставки для паяльников
Паяльные станции комплектуются преимущественно пружинными или трубчатыми ложементами-гнездами для паяльников. В них вся горячая часть инструмента недоступна для прикосновения, но и промазать паяльником мимо них, сосредоточившись на пайке мелкой «россыпи», вероятнее. Но чего уж точно не надо делать, и что прямо запрещено ТБ – это подставку из подручных материалов, в которой паяльник лежит на ванночках для расходных материалов, справа на рис.
***
2012-2020 Вопрос-Ремонт.ру
Вывести все материалы с меткой:
Перейти в раздел:
Выбор паяльника
Итак, начнем с того, что паяльник – это самая основная часть процесса пайки. От правильного выбора этого инструмента зависит скорость и удобство выполнения работы.
Электрические паяльники делятся на 2 типа:
- Спиральные. Спиральные нагреваются медленно, но более долговечны.
- Керамические. Керамические, в свою очередь, быстро разогреваются, но требуют бережного использования, так как весьма сильно подвержены механическому воздействию.
Также, прибор подразделяется по мощности:
- 3-10 Вт, в основном используются при распайке микросхем, совсем крохотных размеров;
- 20-40 Вт, пользуются спросом у радиолюбителей и в быту;
- 60-100 Вт, с их помощью паяют провода с сечением больших размеров;
- 100-250 Вт, для работы с металлом крупных размеров;
В основном, опытные пайщики используют паяльные станции, так как они оснащены регулируемым диапазоном нагрева и способны поддерживать постоянную температуру. Паяльная станция в руках мастера намного ускоряет и улучшает процесс работы, но новичок, к сожалению, не сможет ощутить преимущества.
Существует определенный ряд характеристик, по которым отличаются паяльники:
- Напряжение питания паяльника.
- Форма жала.
- Максимальная температура жала.
Нельзя забывать о такой важной вещи, как подставка для паяльника. Он нагревается до трехсот градусов и при какой-либо оплошности может привести к немедленному возгоранию легковоспламеняющихся материалов
Необходимо очень ответственно выбирать необходимую подставку, которая полностью подходит к имеющемуся паяльнику.
Выбор паяльника
Существует несколько типов паяльников, используемых в домашних условиях. Они рассчитаны на разное напряжение и могут работать от 12, 220 и 380 вольт.
Мощность того или иного паяльника выбирается исходя из выполняемых работ:
- Пайка электронных деталей и компонентов – 40-60 Вт.
- Детали, толщиной до 1 мм – 80-100 Вт.
- Элементам, толщиной 2 мм требуется мощность 100 Вт и более.
Как правило, у домашних мастеров имеется два паяльника – малой и средней мощности, способные решать практически все задачи. Обучение можно проходить на любом из них. Толстостенные детали рекомендуется паять на профессиональном оборудовании.
Самодельная подставка для паяльника.
Еще, что Вам нужно, а без этого никуда, так это подставка для паяльника
. Ее можно купить там же в магазине, а можно сделать самому. Достаточно взять небольшой деревянный брусок и металлическую крышку, применяемую в домашнем консервировании. В нее Вы будете складывать остатки припоя и флюса, а так же в ней облуживать выводы деталей и жало паяльника.
Из крышки желательно сделать прямоугольную ванночку. Только будьте осторожны, когда будете резать крышку, края у нее острые как лезвие, все работы производите в рукавицах.
И так. Из крышки ножницами вырезаете прямоугольник, маркером делаете разметку, как на картинке, и плоскогубцами загибаете края. По окончании, края ванночки обязательно обрабатываем напильником и прибиваем ее двумя маленькими гвоздями к бруску. Все. Ваша подставка готова.
Совет!
Возьмите изоленту, и примотайте провод паяльника к ручке как изображено на фото. Это Вас избавит от всяких неожиданностей. Поверьте!!!
Теперь можно включать паяльник. Если Вы находитесь в помещении, то открываете окно, включаете паяльник в розетку и выставляете его на свежий воздух, минут на 30-40. По истечении этого времени, изделие готово к употреблению.
Составы и дополнительные инструменты

Необходимо приобрести еще несколько вспомогательных материалов. В это список входит:
- Припой, о котором уже упоминалось вскользь. Для соединения медных проводов оптимальны оловянно-свинцовые припои ПОС-40, ПОС-50 либо ПОС-60, где цифры — процент содержания олова, так как свинец добавляют только для удешевления. Для пайки алюминиевых контактов — сплавы на основе цинка: ЦА-15 (цинк + алюминий), марки А (цинк, медь, олово), ЦО-12, П250А (цинк +олово).
- Флюс. Он используется для очистки проводов от различных загрязнений, а также от оксидной (окисной) пленки. Цель флюса — обеспечение хорошей адгезии (сцепления) припоя с поверхностью. Чаще в этой роли используют канифоль или смеси с ней (глицерин, спирт, цинк): например, ЛТИ-120. Для серебра, нержавеющей стали применяют кислотные (активные) флюсы, но их остатки необходимо смывать спиртом.
Есть еще паяльные пасты, в составе их два главных компонента — припой и флюс. Смесь наносят на деталь, затем ее прогревают жалом паяльника. Цель использования — пайка в труднодоступных местах, при поверхностном монтаже SMD компонентов.
Для нормальной работы с паяльником потребуется:
- подставка, которая имеет две металлические опоры — для корпуса и рукоятки;
- напильник для заточки или очистки жала;
- миниатюрные пассатижи либо пинцет с термоусадочной трубкой — для удерживания быстро и сильно нагревающихся проводов;
- спирт для удаления остатков флюса, тряпка для снятия припоя;
- наждачная бумага (надфиль) для очистки проводников;
- термоусадочные трубки разных диаметров и/либо изолента для проводников.
Температура
Температурный режим паяльника – главный параметр при работе с ним. При работе с недостаточно разогретым инструментом припой не плавится, а ложится комком.
Чтобы определить, при какой температуре следует паять, нужно знать температуру плавления металла детали и припоя. Температура паяемых деталей должна быть больше температуры плавления припоя на 40-80 С˚, а температура наконечника инструмента – на 20-40 С˚ больше температуры пайки.

Если у паяльника нет функции регулировки температуры, то этот параметр можно оценить при помощи канифоли. При прикосновении паяльника она должна кипеть, без моментального сгорания. О перегреве будет свидетельствовать появление на припое, после прикосновения паяльником, темной пленки, состоящей из продуктов окисления.

Разогрев и выбор температуры
Если хотите знать, как правильно паять паяльником, надо научиться определять достаточно ли разогрето место пайки. Если пользуетесь обычным паяльником, ориентироваться можно по поведению канифоли или флюса. При достаточном уровне нагрева они активно кипят, выделяют пар, но не горят. Если поднять жало, капли кипящей канифоли остаются на кончике жала.
При использовании паяльной станции исходят из таких правил:
- Температура нагрева деталей должна быть на 40-80°С больше температуры плавления припоя (указана на упаковке).
-
Температура наконечника паяльника должна быть на 20-40°С выше температуры нагрева деталей.
То есть, на станции выставляем на 60-120°С выше, чем температура плавления припоя. Зазор температур, как видите большой. Как выбрать? Зависит от теплопроводности спаиваемых металлов. Чем лучше он отводит тепло, тем более высокой должна быть температура.
Как паять алюминий

Флюсы для пайки алюминия
Благодаря современным флюсам паять алюминий стало в общем не сложнее, чем медь. Для низкотемпературной его пайки предназначен флюс Ф-61А, см. рис. Припой – любой аналог припоев Авиа; в продаже есть разные. Единственно что – стержень в паяльник лучше вставить бронзовый луженый с насечками на жале примерно как у напильника. Он под слоем флюса легко соскоблит прочную пленку окисла, которая и не дает алюминию паяться просто так.
Для высокотемпературной пайки алюминия припоем 34А предназначен флюс Ф-34А
Однако греть зону пайки пламенем нужно очень осторожно: температура плавления самого алюминия всего 660 Цельсия. Поэтому высокотемпературную пайку алюминия лучше применять беспламенную камерную (пайка с печным подогревом), но оборудование для нее стоит дорого
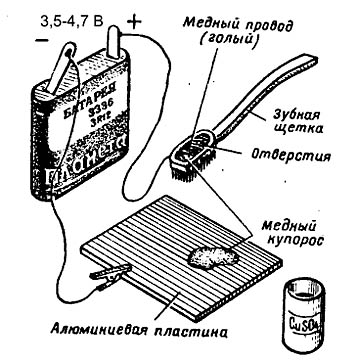
Омеднение алюминия для пайки
Есть еще «пионерский» способ пайки алюминия с предварительным омеднением. Он пригоден, когда требуется только электрический контакт, а механические напряжения в зоне пайки исключены, напр., если нужно соединить алюминиевый кожух с общей шиной печатной платы. «По-пионерски» пайка алюминия осуществляется на установке, показанной на рис. слева. Порошок медного купороса насыпают горкой в зону пайки. Зубную щетку пожестче, обмотанную голым медным проводом, окунают в дистиллированную воду и растирают ею с нажимом купорос. Когда на алюминии появится медное пятно, его лудят и паяют как обычно.
Подбираем паяльник
Если вы не занимаетесь радиоделом профессионально (скорее всего это так, иначе вы не изучали бы этот материал), у вас в арсенале обычный паяльник в одном экземпляре. О паяльной станции речь и вовсе не идет, поскольку это достаточно дорогой (хотя и очень удобный комплект). Но для начинающего мастера это излишество.
Вернемся к паяльникам. Классика — это нихромовый нагреватель и медное жало. На самом деле, это лучшее сочетание, но для ручного управления. Никакого контроля за температурой, плавный медленный нагрев. При этом медное жало отлично держит градус, и зачастую компенсирует теплоотвод в месте пайки. Еще одно преимущество — мягкий материал позволяет формовать любую конфигурацию наконечника. Можно буквально расклепать и выпилить жало под конкретный вид пайки.
Единственный недостаток — медь быстро выгорает, и такой тип жала фактически является расходным материалом. Его постоянно приходится обтачивать напильником.
На иллюстрации изображена классическая форма «отвертки». Универсальный кончик для большинства любительских работ.
Если ваш «нагревательный прибор» оснащен регулятором температуры — необходимо учитывать инертность меди. Заданную цифру он набирает медленно, и также неторопливо остывает.
Керамическое жало с серебряным напылением — это современный аксессуар. Если стоит вопрос, как работать с деталями SMD формата, или как выпаять микросхему из двухсторонней платы — это ваш вариант. Однако им не так удобно паять мощные теплоемкие провода и контакты.
Такой паяльник моментально греется, и на нем можно точно контролировать градусы (при наличии регулятора).
Способ нагрева может быть любым. Такой же керамический нагреватель, как и жало, или нихромовый. Еще на медных паяльниках применяются индукционные нагреватели, но это скорее экзотика.
Выпаивание деталей из плат одним паяльником
Малогабаритные по площади SMD детали можно выпаять с помощью конусного жала. Нагреваются оба контакта детали и она быстро отходит с платы. Также конусное жало удобно во время впаивания SMD детали, так как можно точно дозировать количество припоя на контакты.
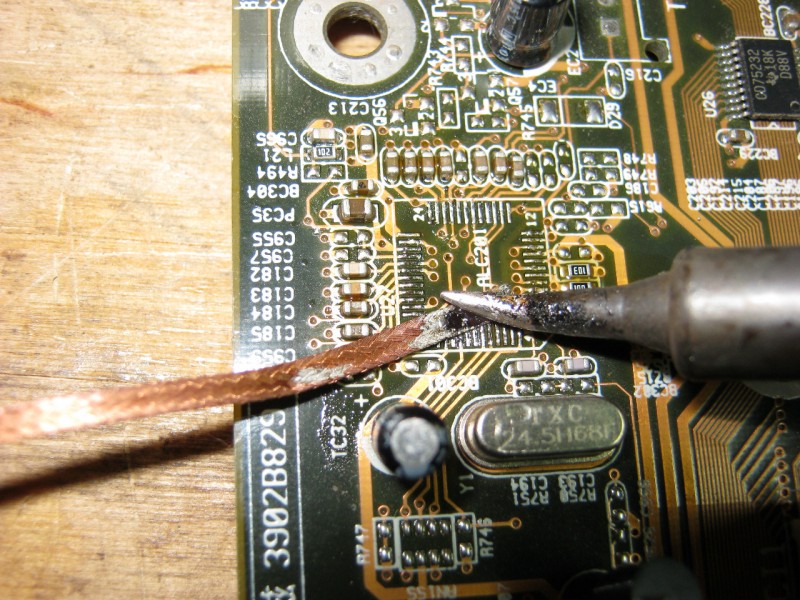
Пайка оплеткой
Оплетка представляет собой жилки тонких медных проводов.
Можно использовать в качестве оплетки экранирующую изоляцию от антенны. С помощью оплетки можно легко и быстро убрать припой с контакта. Нужно нанести флюс на оплетку и контакт. Далее, с помощью паяльника место пайки медленно прогревается и олово переходит на оплетку. Такой метод пайки хорош для мелких деталей и не больших DIP контактов. Если нужно выпаять PCI разъем, то оплетка быстро потратиться в пустую.
Вакуумный шприц и иглы
Вакуумный шприц быстро удаляет массивные распаленные части припоя. А с помощью игл DIP контакты легко отпаиваются от платы. Игла надевается на контакт, и с помощью паяльника прогревается. Иглу нужно успеть продеть через контакт платы на корпус микросхемы, пока припой будет в расплавленном состоянии. Или наоборот, когда контакт уже разогрет, и в эту же секунду вставляется игла.
Такие методы пайки устарели. Современные платы производятся для машинной сборки, поэтому зазор между контактами и выводами деталей минимален. Игла уже слабо проходит, а вакуумный шприц не успевает забрать точенные капли припоя. Обычный электролитический конденсатор выпаять с помощью шприца уже не получится. В таком случае поможет метод жидкого жала.
Жидкое жало и его плюсы
Жидкое жало представляет собой каплю припоя, которая позволяет не пользоваться дополнительными инструментами (оплетку, фен, иглы или шприц). Техника такая же, как и со сплавом Розе. Основное отличие в температурах.
Жало типа топорик обладает массивной продольной рабочей поверхностью. Оно позволяет захватить сразу несколько контактов одновременно.
Наносим припой на жало.
На паяемую микросхему наносится пастообразный флюс с помощью шприца.
Деталь и ее контакты прогреваются жалом до плавления олова и точно также нужно сделать с другой стороны.
Такой техникой можно выпаять и DIP контакты.
Ошибка №9 Низкая и высокая температура.
При наличии
на паяльнике функции регулировки температуры, не выставляйте для разогрева
самые высокие значения. На более низких температурах жала живут дольше.
Однако и
через чур уменьшать t не следует. Иначе припой перестанет нормально плавиться и приставать к
поверхности.
Какую же оптимальную температуру выставить? Здесь все зависит от используемого припоя. Перед каждой пайкой ищите в интернете его характеристики, а именно — температуру плавления.
После этого смело добавляйте к этому значению 50 градусов и выставляйте требуемые цифры на паяльнике. Для обычных припоев это значение равно – 200С+50С.
С таким
нагревом хороший результат пайки будет гарантирован.
Особенности пайки
Они есть, если использовать другие составы и более сложные провода.
- Операция с флюсом. В случае активной смеси провода предварительно не очищают от оксидной пленки, ее «съест» кислота. Их смазывают флюсом, затем нагревают паяльником, на который берут небольшое количество припоя. В последующих действиях различий с «неувядаемой классикой» почти нет, если не считать протирания мест пайки ваткой со спиртом. Простая операция уничтожит остатки агрессивного состава.
- Многожильные проводники. Здесь перед лужением все элементы раскручивают, чтобы была возможность погрузить их в канифоль. При нанесении припоя очень внимательно следят за всеми проводками, так как на каждом обязан быть его тонкий слой. Перед пайкой их снова скручивают вместе, а затем действуют описанным выше способом.
- Союз меди и алюминия. Их в одну телегу впрячь не можно: в этом случае пайка невозможна. Причина — «несовместимость характеров»: разная степень теплопроводности, электропроводности. Этот союз неизбежно приведет к расставанию — нарушению контакта. Выход есть. Он, самый надежный и простой, показан на фото.
У любого человека может возникнуть необходимость в подобной операции. Ответы на вопросы о том, как пользоваться паяльником и как правильно паять провода, несложны для понимания. Все, что нужно для успеха — хороший инструмент, качественные материалы и то, что скоро придет, — опыт, который нужно «нажить».
Как происходит весь процесс «live», можно посмотреть в этом видеоролике:
Выбор паяльника
Несмотря на одно общее назначение, существует несколько видов паяльников.
- Спиральный. Он неприхотливый и доступный и поэтому самый распространенный. Недостаток – долгое время нагрева.
- Керамический. В нем жало и нагреватель представляют единое целое, и потому такие модели быстрее нагреваются и обладают значительной мощностью при небольшом размере. Недостатки – он дорогой, боится падений и требует специфических жал. Да и подделывают такие модели часто.
- Импульсный. Главное достоинство – мгновенный разогрев при нажатой клавише питания. По форме они напоминают пистолет. Эти паяльники идеально подходят для мелких повседневных работ, на продолжительные циклы они не рассчитаны.
- Паяльная станция. Она включает в себя паяльник, стол с подогревом, фен, фиксаторы радиодеталей и другое оборудование. В ней настраивается нужная температура каждого инструмента, и поэтому она применяется для сложных и ответственных работ.
Далее поговорим про выбор жала для паяльника. Оно бывает медным и несгораемым.
- Медное жало захватывает капельку припоя, которая затем переносится к месту пайки. Это позволяет паять одной рукой, а другой удерживать детали. Но такое жало довольно быстро обгорает и требует обслуживания (чистки от окалины, лужения), в идеале каждый раз после работы.
- При работе несгораемым жалом припой должен подаваться проволокой в зону пайки отдельно. Это не так удобно, но срок службы у такого жала неограниченный, и обслуживать его не надо. Поэтому такой тип получил большее распространение.
Жала бывают прямыми и Г-образными, клиновые и конусные. Клиновыми лучше паять провода, а конусными – работать с печатными платами.
Мощность паяльника для радиодеталей не должна превышать 20-40 Вт. Для работы с микросхемами она должна быть около 10 Вт. А вот источник питания может быть разным:
- штепсельный разъем с напряжением 220 В (бытовая электросеть);
- сеть на 12, 24 и 36 В для работы в опасных условиях;
- порт USB с напряжением 5 В;
- встроенный аккумулятор.
Материал ручки тоже может различаться:
- пластик;
- дерево;
- эбонит;
- текстолит.
Далее готовим материалы для паяния
Пайка радиокомпонентов на плату
Как паять провода вы уже знаете, поэтому переходим к более сложному – пайке радиокомпонентов на платах. Кто-то сталкивался с этим давно в школе на радиокружках, для кого-то это будет новый опыт. Рассмотрим (а некоторым напомним) нюансы пайки разного типа радиокомпонентов.
Пайка резисторов, конденсаторов и диодов с выводами
Технология пайки и выпайки такого типа радиокомпонентов не сложна, но требует слаженной работы паяльником с использованием вспомогательного ручного инструмента. Радиокомпоненты такого типа как правило имеют только два вывода, поэтому при выпайке необходимо по очереди прогревать паяльником припой на каждом из выводов и понемногу вытягивать компонент из посадочного места.
После того как компонент выпаян необходимо освободить отверстия на плате от остатков припоя. Это можно сделать при помощи паяльника и тонкого острого инструмента, например, при помощи обычной зубочистки.
Пайка нового элемента на плату происходит следующим образом:
- Наносим флюс на отверстия на плате.
- Вставляем выводы нового компонента в отверстия и пропаиваем их паяльником.
- Если выводы (ножки) компонента слишком длинные и сильно выступают из платы, обрезаем их кусачками.
- Смываем при необходимости остатки флюса.
Пайка SMD-компонентов
Пайка SMD-компонентов выполняется поверхностным монтажом на контакты на плате. На сегодня 90% пайки радиокомпонентов происходит именно таким образом. Как правило, для выпайки нерабочих радиокомпонентов используются специальные жала для SMD, но фактически такое жало можно изготовить самостоятельно. Для этого вам понадобится медный провод диаметром 1 мм. Его необходимо намотать несколько раз вокруг обычного жала паяльника как показано на фото.
Процесс пайки SMD-компонентов следующий:
- Наносим флюс на контакты SMD-компонента.
- Контакты прогреваем изготовленным жалом и пинцетом снимаем нерабочий элемент.
- Устанавливаем новый SMD-компонент.
- Придерживаем его пинцетом и припаиваем по очереди каждый контакт обычным жалом. Или же это все можно сделать за один раз нашим самодельным жалом для SMD-компонентов.
- Смываем остатки флюса при необходимости.
Ну что же, поздравляем! В первую очередь с тем, что вы дочитали эту статью до конца 😉 Также мы очень надеемся, что смогли помочь вам получить и освоить основные навыки пайки. Как мы говорили в начале статьи, пайка – это постоянная практика. Поэтому практикуйтесь, практикуйтесь и еще раз практикуйтесь! Главная цель этой статьи – сопроводить вас в увлекательный мир пайки и дать основу, а остальную информацию вы можете легко найти по запросу к «О, великому Гуглу» или в наших статьях и видео. Также будем рады проконсультировать вас по любым вопросам по подбору паяльного оборудования – вот контакты нашей технической поддержки.
Что собой представляет паяльник?
Это специальное излучающее тепло приспособление мощностью от 15 до 40 Вт, достаточной для припаивания проводов, плат и микросхем. Существуют паяльники, мощность которых выше. Они предназначаются для небольшой пайки – для перепаивания неудачно соединенных проводов толстого диаметра или для распаивания разъемов XLR. Функцию нагревательного элемента в паяльниках выполняет нихромовый провод, который намотан на трубку, содержащую «жало» — рабочую поверхность устройства. Жало представляет собой медный стержень, который нагревается от нихромового провода.
В устройстве паяльника используется медь, поскольку этот металл имеет высокую теплопроводность. Подача тепла к проводу происходит за счет электротока. Устройство паяльника содержит изолятор, в качестве которого выступает слюда. В целях безопасности он предотвращает контакты проводов с металлической трубкой и кожухом паяльника.
Как паять ручным паяльником проводники схем?
Паяльная процедура, направленная на соединение проводов, несколько отличается от пайки на дорожках электронных плат.
Следует отметить: пайке оловянным припоем с применением канифоли и подобных флюсов подлежат только медные проводники или построенные на сплавах с большим содержанием меди.
Как паять ручным паяльником провода – правильное лужение и корректная выдержка по времени контакта. Качество во многом зависит от состава спаиваемых жил проводника
Изначально требуется подготовить концы проводников под пайку – зачистить до характерного блеска и плотно скрутить (многожильные). Затем:
- Подготовленный конец проводника заводится вместе с жалом паяльника кратковременно в канифоль.
- Далее захватить жалом припой и нанести на зачищенный конец проводника, покрытый тонким слоем канифоли.
- Равномерно распределять жалом припой до полного захвата всей области конца проводника.
Выполняя последний пункт, следует контролировать процесс, чтобы не перегреть изоляцию провода.
Если изоляция начинает плавиться, следует отстранить паяльник на время и повторить лужение чуть позже. Проделать аналогичную процедуру с другим проводом. Затем наложить концы один на другой и залить припоем.
Также можно применить другой вариант:
- Зачистить концы проводников до блеска.
- Скрутить концы друг с другом.
- Обмакнуть коротко в расплавленную канифоль.
- Облудить и залить припоем.
Как припаять или выпаять микросхему без паяльника
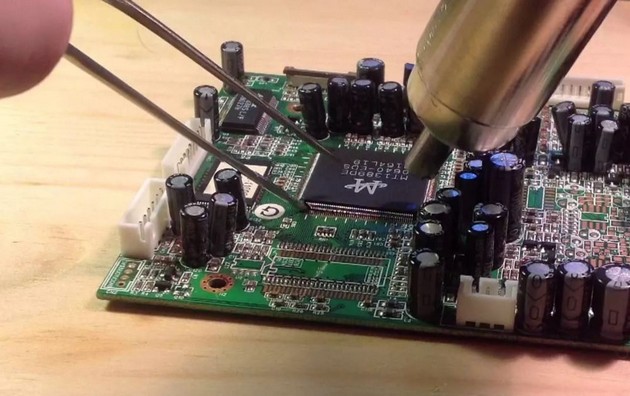
Вы уже поняли, что для успешной пайки требуется разогрев детали до температуры плавления припоя. Его можно расплавить с помощью тепловой пушки, или паяльного фена. Это аналог фена строительного, только он компактный и часто оснащен специальными формованными соплами.

С его помощью прогревается рабочая зона, при этом припой плавится не в определенной точке, а на относительно большой площади. Это эффективный способ, особенно если необходимо выпаивать микросхему (все ножки нагреваются одновременно). Но при таком способе есть риск повредить саму деталь от перегрева.
Если вы извлекаете неисправный элемент — нет проблем.
Вообще, паяльный фен необходимо использовать только в случаях, когда традиционный способ пайки невозможен. Например, при монтаже SMD деталей (кто не знает — у них нет ножек) на радиаторную пластину.
Для чего нужна канифоль?
Канифоль – вязкая или кристаллическая масса, изготовленная из сосновой смолы. В продаже можно встретить спиртовой раствор канифоли или пасту на ее основе.
Это вещество играет в пайке роль флюса. С помощью канифоли спаиваемые детали изолируются от воздуха, что препятствует образованию тонкой оксидной пленки на их поверхностях. Посредством канифоли залуживают жало паяльника, покрывая его тонким слоем припоя, то же самое проделывают и со спаиваемыми деталями перед их соединением. В результате детали значительно легче соединяются друг с другом, а соединение получается более однородным и прочным. Без этого под действием высокой температуры жало паяльника и провода окисляются в течение нескольких секунд.
Если все же удастся поймать и «прилепить» несколько капель припоя, прочного соединения без обработки канифолью не получится, так как остывающий сплав не соединится со всей поверхностью. Даже небольшое механическое воздействие может привести к обрыву именно в месте подобной пайки, а электропроводность такого провода или клеммы будет значительно отличаться от той, что обеспечивает правильная пайка залуженных деталей.
Флюс
Флюсом называется вспомогательное вещество, которое используется для освобождения деталей во время пайки от продуктов окисления. Также флюсы способствуют растеканию металла при пайке.
В продаже имеется огромное количество флюсов для пайки. Имеются как нейтральные, так и в разной степени активные в отношение металлов флюсы.
Самой популярной основой для флюса является канифоль. Она легкоплавка и начинает кипеть уже при нагреве до 250 ˚С.
Чтобы научиться как паять паяльником с канифолью, нужно обязательно знать, что после пайки следует полностью удалить остатки канифоли с металла, в противном случае на этом месте произойдет окисление металла.
Также благодаря своим гидролизующим свойствам, канифоль увеличивает проводимость на месте пайки, чем нарушает работу электронных устройств.
Также лучше всего подбирать флюс под тип металла, с которым намечается работа – это обеспечит высокое качество работы.




