Сварочный инвертор своими руками
Содержание:
Особенности изготовления
Для начала скажем, что самодельное устройство для сварки представляет упрощенную конструкцию с простейшими комплектующими, сборка которой по схеме будет довольно простой.

Сам по себе сварочный инверторный аппарат состоит из трех основных элементов:
- инвертор;
- энергоисточник;
- выпрямитель.
Сварочные инверторы самостоятельно собирают нечасто из-за необходимости осуществления неоднократной проверки, наличия опыта и определенных знаний. Самодельный прибор на основе трансформатора делают чаще, ведь работать он может от обычной сети, вполне подойдет для какого-то бытового ремонта.

Чтобы создать карманный сварочный прибор для сварки медных проводов либо еще чего-то, следует понимать, как он работает. Сначала требуется определить необходимую мощность подачи тока самодельной сварочной установки. Значение токовой силы будет зависеть от выбранных электродов, что будут применяться. Кстати, сварку можно сделать даже из карандаша. Если говорить точнее, то речь идет о том, что потребуется иметь один электрод, а вместо второго можно будет использовать самый обычный грифельный карандаш. Конечно, такой метод не следует использовать постоянно, но, если требуется сварить что-то очень срочно, а под рукой нет достаточного количества электродов, это будет не самое наихудшее решение.


Особенности самодельного аппарата для сварки
Контактная сварка в технологическом отношении не слишком сложная, но чтобы достичь нужного качества соединения, нужно правильно ею управлять. Поэтому самодельное устройство на основе микроволновки потребуется оснастить специальными органами управления. Ключевыми из них являются рычаг, выключатель, а также рычаг, посредством которого оказывается усилие сжатия электродов и деталей, которые соединяются.
Качество соединение непосредственно зависит от усилия сжатия, соответственно, рычаг для прибора должен быть максимально длинным
Важно, чтобы оборудование для сварки можно было надежно фиксировать на поверхности рабочего стола с помощью струбцин
Усилие, которое передается электродами, можно увеличить не только рычагом, но еще и рычажно-винтовым механизмом, который также можно прикрепить к самодельному аппарату. Его лучше всего прикрепить прямо на рычаг, чтобы манипуляции были быстрыми. А еще такое размещение освободит вторую руку, чтобы можно было поддерживать детали.
Особенность работы с аппаратом точечной сварки заключается в том, что ток можно подавать на электроды только тогда, когда они сжаты. А если подачу тока включить перед сжатием, то электроды будут искрить при соприкосновении с деталями, что приведет к подгоранию и выходу из строя.
Выключатель для управления сваркой нужно будет поставить в цепь первичной обмотки. А если он будет установлен в цепь вторичной обмотки, по которой проходит ток значительной величины, то будет создано дополнительное сопротивление, в итоге электроды сварятся друг с другом.
Также самодельный аппарат на основе микроволновки потребуется оснастить простой системой охлаждения, которую также можно сделать самому. Для такой системы можно взять обычный вентилятор, с помощью которого можно будет охлаждать электроды, трансформатор, прочие токопроводящие элементы. Естественно, данное охлаждение не является слишком эффективным, и вам будет нужно делать регулярные перерывы, чтобы все нагревающиеся элементы оборудования могли охлаждаться самостоятельно.
Выше были рассмотрены особенности сборки оборудования для точечной сварки своими руками. Такой метод доступен каждому, поскольку материалы для работы не являются слишком дорогостоящими, а навыки точечной сварки можно будет освоить весьма быстро.
https://youtube.com/watch?v=RvjiNon6vNA
Инвертор от устройства для сварки.
Формирование электромагнитного поля за пределами индуктора требует мощной катушки с большим количеством витков, да и согнуть трубу тоже дело не из лёгких. Поэтому мастера рекомендуют сделать из трубы подобие сердечника, поместив её в индукционную катушку. Вообще, корпус устройства задумывался металлическим, но, в силу малых размеров индуктора, трубу заменяют на полимерную с металлической проволокой внутри. После сбора необходимых деталей можно приступить к изготовлению индукционного котла по приведённой ниже схеме
Нужно обратить внимание на последовательность шагов, так как от соблюдения этапов зависит результат
Сначала нужно закрепить металлическую сетку на один из концов полимерной трубы, чтобы нагревательные кусочки проволоки не проваливались во время эксплуатации.
С этого же конца трубы закрепляется переходник для дальнейшего соединения с отоплением.
Далее нужно нарезать проволоку, используя кусачки. Длина кусочков варьируется от 1 до 6 см. Потом эти кусочки нужно максимально плотно уложить в трубу так, чтобы в ней не оставалось свободного пространства.
Второй конец трубы проходит те же 2 начальных этапа: установка металлической сетки и переходника. Далее начинается этап изготовления индуктора: нужно намотать медную проволоку, при этом норма витков составляет 80-90 штук. К полюсам инвертора нужно подключить концы медной проволоки.
Нужно монтировать в систему отопления циркуляционный насос (если он отсутствовал). И, наконец, подключается терморегулятор. Он обеспечивает автоматизированную работу нагревателя.
Индуктор начинает создавать электромагнитное поле после запуска инвертора. Появляются вихревые потоки, нагревающие проволоку внутри трубы, и как итог – весь теплоноситель.
Так, создание индукционного нагревателя на базе сварочного инвертора довольно несложное дело. Тем более, у данного типа обогревания есть множество плюсов, которые вытекают в эффективность, долговечность оборудования и низкие финансовые затраты
Однако нужно помнить о мерах предосторожности, чтобы не пришлось переделывать всю работу заново, подбирать качественные детали и сохранять поэтапность сборки нагревателя
Современный рынок отопительного оборудования весьма насыщен всевозможными видами котлоагрегатов. Многие эксперты сегодня советуют выполнять монтаж газового котла, так как он является эффективным способом обогрева жилища.
В таком утверждении, конечно, никто не сомневается, но что делать в том случае, когда строение расположено далеко от газовых магистралей? В таком случае, оптимальным выходом будет установка электрического оборудования для обогрева дома.
Чтобы опередить скептиков, которые читая эти строки, задумываются о постоянном подорожании электроэнергии, мы предлагаем рассмотреть такой вид электрического обогрева помещения, как индукционное отопление. Поэтому, в нашей статье мы подробно остановимся на описании вихревого индукционного нагревателя, который без особых усилий можно выполнить своими руками, применяя при этом сварочный инвертор.
Алгоритм переделки
Подавляющее большинство компонентов применяется без существенных переделок. Переоборудование потребуется устройству подачи присадочного материала, поскольку скорость подачи присадки по гибкому рукаву должна совпадать со скоростью плавления присадочного металла. В механизме необходимо учесть опцию настройки, потому что скорость варьируется исходя из разновидности свариваемых металлов, типа и сечения присадочного материала.
Не следует использовать обыкновенную проволоку из меди для трансформаторного устройства. В ходе сварочного цикла она нагревается слишком сильно и может застопорить работу всего сварочного полуавтоматического агрегата.
Вторичная обмотка трансформаторного устройства также требует доработки. Она покрывается в 3 слоя тонкой листовой сталью, изолированной лентой из фторопласта. Концы навитой обмотки соединяются посредством паяния. После выполнения этих действий электропроводность значительно увеличивается.
Важным компонентом является вентилятор, который будет осуществлять охлаждение агрегата, предохраняя от излишнего нагрева.
Преобразователь тока для ручной электросварки очень просто становится источником электропитания для полуавтоматического агрегата. Рабочее устройство можно не разбирать, а всё вспомогательное оснащение локализовать в другом корпусе. В нём располагаются бобина с присадочным материалом, беспрепятственно крутящаяся на барабане, и подающее приспособление. На обшивке сбоку устраиваются преобразователь скорости движения присадочного материала и разъём для присоединения направляющего шланга.
Параметры электротока могут настраиваться на инверторе, следовательно, и «плюсовая» клемма подсоединяется к детали от него.
«Минус» выводится из инвертора и заводится в новую несущую оболочку. Тут его присоединяют к клемме подающего шланга. Главное, чтобы и присадочный материал соединялся с данным потенциалом.
Шланг для подвода защитной газовой смеси, следующий от баллона к пистолету-горелке, также фиксируется в корпусе. Если применить клапан от «дворников» автомашины, то появится настройка подачи газовой смеси.
Представленная сборка несложная в реализации, а инвертор может параллельно практиковаться для ручной электродуговой сварки и как источник электропитания для сделанного в домашней обстановке сварочного агрегата, функционирующего в полуавтоматическом режиме.
Ответы на 5 часто задаваемых вопросов о работе с мини-контактной сваркой из трансформатора от микроволновки
- Потребуется флюс? – Нет, флюс не нужен.
- Использовать респираторы при работе? – Респираторы не нужны – процесс быстрый и дыма мало.
- Может ли ток ударить человека при сварке? – Если не касаться контактов, то не ударит.
- Можно использовать такую сварку для соединения АКБ? – Нельзя, для АКБ готовится иной вид агрегата. Подключение к батарее иное.
- Заводской агрегат качественнее соединяет детали? – Прочность соединения одинаковая.
Если самостоятельно сделать точечную сварку, то работать она будет не хуже заводских вариантов. Именно поэтому процесс сборки необходимо внимательно изучить, и попробовать сделать устройство.
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.
Самодельный аппарат для точечной сварки в сборе
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации. Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.
Схема работы точеной сварки и схема сварочного аппарата
https://youtube.com/watch?v=tf5-uJ_pn-o
Способы изготовления
Прежде всего, поговорим о возможных способах перевоплощения инверторного источника сварочного электротока в полуавтоматический сварочный агрегат.
Первый способ
Для изготовления полуавтомата непременно потребуется базовое оборудование. Это сварочный агрегат, который и будет создавать рабочие характеристики для формирования электродуги. На роль такого ведущего оборудования сгодится не всякая модификация инвертора.
Только вот подобное устройство имеется не у всякого народного умельца, а сама процедура выполнения измерений чрезвычайно долгая и кропотливая. В конце концов, осуществить все исследования способен лишь человек с довольно большими познаниями в электротехнике.
Поскольку обыкновенному пользователю вариант с ШИМ-контроллером недоступен, лучше избрать более лёгкий путь. Первое: взятый инвертор-донор должен корректно исполнять все требуемые функции. Второе: для изготовления самодельного полуавтоматического агрегата потребуется дроссель (катушка индуктивности, балласт). Эту деталь, являющуюся обязательным атрибутом практически любого люминесцентного светильника, можно приобрести в магазине запасных частей. Выходное напряжение катушки индуктивности практикуется в виде ввода обратной связи.
2-й способ
Этот способ изготовления самодельного полуавтоматического аппарата годится лишь обладателям хорошего оснащения. В частности, инверторов, которые способны функционировать в режиме строго заданной вольтамперной характеристики.
Чтобы создать свой полуавтомат, понадобится:
- приобрести устройство подачи присадочного материала, в комплект которого входят все требуемые кабели и коммутационные элементы;
- подключить устройство подачи к инверторному сварочнику;
- подобрать вольтамперную характеристику для работы с определённым видом присадки.
По сути, устройство подачи является приставкой, расширяющей функционал сварочного аппарата. Подобная схема наделена высокой надёжностью, и не требует от пользователя специфических знаний. Более того, созданный полуавтомат демонстрирует предельную степень гибкости и непритязательности: быстро настраивается для функционирования с определённым видом материала и присадкой.
3-й способ
Этот способ потребует от владельца солидной подготовки.
Следует подобрать по возможности наиболее несложного донора конкретного класса.
Оптимальным будет агрегат, у которого:
- имеется на выводе токовый шунт;
- в импульсном блоке питания практикуется трансформатор электротока;
- сборка ZX-7.
Желательно выбирать агрегаты без добавочных функций контроля и возможностей для упрощения бытия сварщика. Преобразователь тока не должен иметь никакого Hot Start (горячий старт), Arcforce (форсаж электродуги).
Для изготовления личного самодельного полуавтоматического аппарата нужно будет точно выставить вольтамперные параметры взятого преобразователя тока. Также потребуется произвести настройку времени нарастания электротока.
Распространенные причины поломок
Ремонт сварочных инверторов
-
Неустойчивая сварочная дуга.
Подобная неисправность в большинстве случаев связана с неправильным выбором режима работы инвертора. Для выбора оптимальной силы тока можно придерживаться правила: на 1 миллиметр диаметра электрода должно подаваться от 20 до 40 ампер тока. -
Появление усилий при отрыве электрода от металла.
Типичная неисправность, возникающая из-за низкого напряжения, приходящего на электроды. Наиболее простым способом решения данной проблемы является очистка контактов блока питания от окислов и нагара. -
Отсутствие сварочной струи.
Если при повороте тумблера включения устройства нет никакого питания, то следует проверить напряжение в электрической сети. -
Отключение инвертора при длительной работе.
Как правило, подобное поведение инвертора может быть связано с перегревом. Выход из положения прост: дать аппарату остыть и через 30 минут вновь приступить к работе.
Схема инверторного сварочного аппарата.
При диагностике сварочного аппарата могут выявиться неисправности:
- возникшие в результате неправильного выбора режима сварочных работ;
- возникшие вследствие выхода из строя электронных компонентов оборудования.
В любом из вышеназванных случает можно провести ремонт сварочного инвертора своими руками.
Большинство неисправностей данного узла сварочного аппарата связаны с выходом из строя электронных комплектующих.
Основные виды неисправностей электронной схемы представлены:
-
Попаданием влаги внутрь корпуса инвертора.
Окисление токопроводящих дорожек вследствие попадания влаги может служить причиной нарушения контакта между основными компонентами устройства. -
Образованием большого количества пыли на основных рабочих элементах.
Обильное пылевое загрязнение элементов инвертора может нарушить естественную циркуляцию воздуха в корпусе и привести к перегреву электронных компонентов. -
Выбором неправильного режима работы инвертора, повлекший за собой перегрев электронных компонентов.
Выход из строя инвертора по причине перегрева электронных комплектующих – это одна из наиболее типичных поломок.
В большинстве инверторов
- входной выпрямитель;
- выходной выпрямитель;
- блок управления ключами;
- охлаждающая система.
Как сделать нагреватель
Наш самодельный индукционный нагреватель из сварочного инвертора будет несколько изменен по сравнению с прототипом, чтобы упростить его изготовление. Для создания электромагнитного поля снаружи индуктора потребуется серьезная катушка с огромным числом витков, к тому же согнуть трубу в виде змеевика не так-то просто. Поэтому лучше прямую трубу поместить внутрь индукционной катушки, чтоб она работала как сердечник.
По логике, труба должна быть металлической, но в самодельной установке с небольшим индуктором она будет очень слабо нагревать теплоноситель. Так что мастера-умельцы придумали другое устройство сердечника из полимерной трубы, частично наполненной отрезками металлической проволоки. Роль индуктивного контура сыграет катушка из эмалированной медной проволоки. Ну и генератором тока высокой частоты послужит бытовой инверторный аппарат для дуговой сварки. Итак, уточняем перечень материалов:
- труба полимерная диаметром 50 мм из сшитого полиэтилена для отопления, выдерживающая температуру теплоносителя до 95 °С;
- проволока стальная диаметром 6 мм;
- провод медный эмалированный сечением 3 мм2;
- мелкоячеистая сетка из тонкой металлической проволоки.
Стальную катанку нарезают частями длиной 4—6 мм, чтобы получились цилиндрики разных размеров. Затем один торец трубы закрывают мелкоячеистой сеткой и засыпают внутрь отрезки проволоки. Чтобы они не выпадали наружу, сетку надо поставить и с другой стороны. Из медного провода поверх трубы своими руками выполняют индукционную обмотку, что будет служить нагревателем. Число витков – от 85 до 95, концы тщательно изолируются и подсоединяются к выходу сварочного инвертора, как это показано на схеме:
Теперь после включения сварочного аппарата катушка создаст электромагнитное поле, вызывающее течение вихревых токов в металлическом сердечнике из кусков катанки. Он станет быстро прогреваться, поднимая температуру протекающей по трубе воды. Собственно, на этом изготовление индукционного нагревателя закончено, остается его установить в помещении топочной и подключить к отопительной системе.
Инверторный блок
 Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
Вот схема этого блока:
Схема этого блока не так проста, как предыдущая. А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.
Чтобы свести к минимуму резонансные выбросы трансформатора и снизить потери в транзисторном блоке, в эту схему добавлены соединённые последовательно конденсаторы.
Последовательная сборка всех деталей
Все элементы агрегата для сварки должны располагаться на базе из металла или текстолита строго на своих местах.
По правилам выпрямитель граничит с трансформатором, а дроссель находится на одной плате с выпрямителем.
Регулятор силы тока устанавливают на панель управления. Сам каркас для конструкции агрегата создается из листов алюминия, для этого подойдет и сталь.
Также можно воспользоваться уже готовым корпусом, который до этого защищал содержимое системного блока компьютера или осциллографа. Главное, он должен быть прочным и твердым.
Причина такого расположения – сильное нагревание трансформатора и дросселя.
Тепло от дросселя отводят тиристоры, устанавливаемые на радиаторах из алюминия. Они сводят на нет даже тепловые волны, исходящие от проводов.
К наружной панели прикрепляют держак электрода, а к задней – провод с вилкой для подключения агрегата к бытовой сети.
Как собрать своими руками агрегат для сварки, демонстрирует видео в нашей статье.
Ни в коем случае нельзя фиксировать элементы агрегата вплотную друг к другу, так они должны подвергаться обдуву.
На сторонах каркаса необходимо проделать дырочки, откуда будет поступать воздух. Это нужно и для установки системы охлаждения.
Если агрегат для сварки постоянно находится на одном и том же месте, то с ним вряд ли что-то случится.
Долгое время сможет работать регулятор тока, если точнее, его ручка, зафиксированная на наружной стенке.
Но переносные мини инверторы, которые берут на выездные работы, могут подвергаться механическим ударам. В основном, от этого страдает корпус изделия, но существует риск отпадения дросселя.
Проверять изделие нужно уже со штатными контактными кабелями.
Во время самого первого подключения к сети смотрят на регулятор силы тока
Важно проследить, не осталось ли незафиксированных деталей
Если агрегат исправен и лишен дефектов, то можно приступать к сварке на различных режимах.
Реалистичные ожидания
Но простой сварочный инвертор своими руками отлично подойдет для личных нужд в частном доме, или работах в гараже. Такой аппарат будет способен потреблять 220V от сети, преобразовывать их в 30V, а силу тока увеличивать до 200А. Этого вполне достаточно для работы электродами диаметром 3 и 4 мм. Качество шва будет лучше громоздкого трансформатора, поскольку переменный ток преобразуется в постоянный, и затем обратно в переменный, но с высокой частотой.
Такие инверторы сгодятся для сварки забора, ворот, собственного отопления, дверей. Его удобно переносить, и даже варить с ним, повесив на плечо. Если новичок будет усердно тренироваться, смотреть видео и пробовать на практике накладывать швы, то станет возможным сварка тонких листов стали. Впоследствии можно усовершенствовать схемы сварочных инверторов, своими руками добавив в них механизм подачи проволоки, барабанное крепление и газовые клапана, чтобы получился полуавтомат. Возможна и переделка под аргоновую сварку.
Понадобятся материалы:
- Трансформатор от микроволновой печи.
- Медный провод (я использовал обмотку статоров от генераторов автомобиля «Скания»).
- Шнур питания от этой же микроволновки.
- Концевик двери (коих в микроволновке аж 3 штуки).
- Фанера.
- Текстолит.
- Болты, гайки, саморезы.
- Куски трубок.
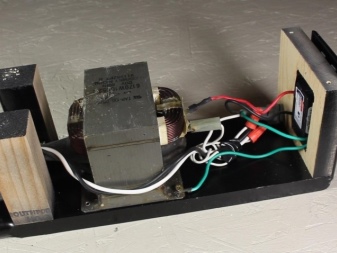
Итак, теперь берём трансформатор.
1-шов, 2-первичная обмотка, 3-вторичная обмотка.
Нам нужно удалить вторичную обмотку (№3 на фото), проводок, в данном случае красного цвета и две полоски вставленные между первичной и вторичной обмотками (полоски трансформаторного железа, завёрнутые в бумагу.
Можно разобрать трансформатор, пропилив ножовкой по металлу, сварной шов (№1 на фото), аккуратно вытащить первичную обмотку, №2 на фото, она нам пригодится.
Нам нужен сердечник и первичная обмотка. Когда всё вытащено, чистим внутри железа остатки лака, чтоб не царапали всё, что будем устанавливать внутрь. Далее вставляем на место первичную обмотку, аккуратно, что бы она оказалась на месте вторичной.
Далее нам нужен медный провод огромного сечения. Я изготовил его сам. Пришлось размотать несколько статоров от генераторов «Скания». Провод в них заложен диаметром 1,2мм. Провод был выпрямлен и намотан на два штыря, между которыми было 1,5 м расстояния.
Таким образом я получил нужное количество отрезков медного провода по 1,5 метра. Хотел сделать жгут проводов, общим сечением в 50 мм2, но как оказалось, в магнитопровод может влезть провод и потолще. Методом тыка, я добавил ещё проводов. В общем получился провод, общим сечением 60 с чем то квадратов. Получившийся пучок я скрутил с помощью токарного станка, обмотал в 2 слоя ХБшной изолентой. Винилка не пойдёт, при нагреве провода она потечёт и провод оголится.
После вправил получившийся провод в железо. Получилось аккурат 1,5 витка. Снятую часть магнитопровода я приклеил на эпоксидку. Хотел потом ещё и проварить, но — и так держится хорошо по сей день. Транс почти готов.
Попавшийся под руку кусок толстой фанеры, тут же превратился в несущую платформу. Транс привернул к ней саморезами. Из квадратной трубы 20*20 прям по месту сделал электродо-держатели. В качестве самих электродов выступают медные болты на 10, изъятые из отработавшего своё втягивающего реле стартера МАЗ.
В качестве ручки использован кусок железной трубки, который в прошлой жизни работал ножкой табуретки. Всё это делалось без каких либо замеров, расчётов и проектов.
Когда всё было прикручено на несущую платформу (фанеру), я обрезал по месту лишние концы толстого провода, зачистил от от оставшегося лака, надел наконечники, сделанные из кусков медной трубки, всё обжал, привинтил наконечники на электроды медными гайками.
Осталось всё это подключить в сеть. Сетевой шнур использовал от той же микроволновки. Один провод был одет прям на клемму первичной обмотки, второй через концевик двери от неё же. Сам концевик вмонтировал в ручку, как следует заизолировав всё.
Настал волнующий момент испытаний. Электроды подточил по месту напильником, подогнал, чтоб всё было чётко. Пробую сварить пару тонких жестянок. Нагрев есть, сварки нет… Провод нагрелся, запахло изолентой… Толку то нет. Не варит даже 0,5мм.
Снял наконечники с толстого провода, облудил оловом наждую жилку как следует. Сделал новые наконечники. Облудил их изнутри. Поставил на место, обжал и посредством газовой горелки залил вовнутрь припой. В общем пропаял как следует.
Собираю всё на место, пробую и о чудо! Оно работает!
Испытания показали, что аппарат, спокойно спекает железные листы в 1,5мм, сваривает проволоку в 6мм. Приваривал я им и шайбы к гайкам на 8. Им можно греть железки для ковки. Как пример нагреть кончик обломаной отвёртки, чтоб отковать новое рабочее жало… Погреть железку в месте будущего сгиба… Нагреть гайку, прикисшую к болту, чтоб открутить… Короче штука функциональная получилась.
Как пример, вот изделие, которое сделано с помощью точечной сварки: приваренный металл имеет толщину 1,5 мм. Места сварки отметил стрелками.
YarMedwed г. Екатеринбург.
Корпус
Когда главный элемент инвертора своими руками создан, можно заняться изготовлением корпуса. Ориентироваться можно на ширину трансформатора, чтобы он свободно помещался внутри. От его размеров стоит рассчитать еще 70% требуемого места под остальные детали. Защитный кожух можно собрать из листа стали 0.5 — 1.0 мм. Углы можно соединить сваркой, болтами, или сделать цельными стороны на гибочном станке (что потребует дополнительных расходов). Понадобится предусмотреть ручку или крепление под ремень для переноса инвертора.
Создавая корпус стоит предусмотреть легкую разборку и доступ к основным элементам в случае ремонта. Необходимо сделать отверстия на лицевой стороне под:
- переключатели силы тока;
- кнопку питания;
- световые диоды, сигнализирующие о включении;
- разъемы под кабеля.
Магазинные сварочные инверторы красятся порошковым покрытием. В домашнем производстве подойдет обычная краска. Традиционными цветами для сварочных аппаратов являются красный, оранжевый и синий.




