Сварочный аппарат из микроволновки своими руками
Содержание:
Изготовление электродов точечной сварки
Ознакомьтесь также с этими статьями
-
Особенности садовых качель для обустройства частного дома
-
Без чего нельзя обойтись на производстве: станочные тиски
-
Циркуль своими руками
-
Обустройство детской комнаты
Для электродов, как говорилось выше, я использовал 2 жала от паяльников, отпилил необходимые куски, просверлил в них отверстия на 7 мм и нарезал резьбу М8.
Затем я сделал для них медные шпильки, еще из двух жал от паяльников меньшего диаметра 9мм — на них я нарезал резьбу М9, затем резьбу М8, чтобы получить шпильки нужного диаметра. Шпильки закручиваются в электроды, на них одеваются клеммы от трансформатора и сверху притягивается шайбой и обычной гайкой, не медной, так я получил хороший контакт с низким сопротивлением между клеммами от транса и электродами.
Электроды для своей точечной сварки я заточил как иголки, а затем изготовил третий электрод, который не затачивал — с таким электродом гораздо удобнее сваривать проволоку, а двумя острыми удобнее сваривать листовую сталь.
Управление самодельным аппаратом
Чтобы прибор не вышел быстро из строя, нужно знать не только как сделать устройство, но и как работать с ним, какой режим выбирать. Управление аппаратом не вызывает затруднений даже у начинающего пользователя. Для работы применяют 2 элемента:
- Рычаг, отвечающий за расстояние между электродами. Правильный выбор параметра обеспечивает надежный контакт свариваемых деталей. Рычаг снабжают винтовыми элементами, повышающими силу сжатия. При подготовке аппарата к работе ручку отводят вверх, что предотвращает замыкание электродов. Для этого к рычагу прикрепляют пружину нужной жесткости.
- Выключатель. Отвечает за пуск тока на контакты. Выключатель подсоединяют к первичной обмотке трансформатора. Если деталь используется в качестве прижимного элемента, ее располагают на рычаге. Это освобождает вторую руку сварщика, позволяя придерживать свариваемые заготовки. Качество сварных швов повышается.
Сварное оборудование надежно закрепляют на рабочем столе, используя струбцины подходящего размера. Иначе при нажатии на рычаг аппарат смещается, что приводит к ухудшению качества соединения.
Электрическая часть
СВЧ печь излучает магнитные волны миллиметровой и сантиметровой длины. Они хорошо прогревают предметы, через которые проходят, но для сварки совершенно не годятся, поскольку электрическую дугу на электроде, получить невозможно. Замена обмотки позволяет подавать на электрод споттера постоянный ток большого значения. В гараж для рихтовки достаточно установить оборудование с бытовой мощностью.
Принцип работы споттера из микроволновки основан на технологии контактной точечной сварки. Трансформатор вырабатывает ток большого значения с напряжением 12В. Импульс действует короткий промежуток времени. Электрод споттера должен только прихватиться к стали кузова, не прожигая тонкий лист. Это тот редкий случай, когда залипание электрода не мешает процессу сварку, а специально создается.
Изменяется ток созданием обмоток. Пошаговый план основных переделок простой.
- Разобрать микроволновую печь. Извлечь из нее микроволновый блок с катушками.
- Убрать обмотки. Проще всего спилить провода по обе стороны корпуса и извлечь находящиеся внутри пучки.
- Намотать первичную обмотку проводом 2,5 мм2 в сечении, 200 – 210 витков.
- Вторичная обмотка споттера всего 7 витков, провод сечением 55 мм2. Можно использовать одножильный кабель такого диаметра.
Второй контур споттера должен выдавать напряжение 12 В. Ток на выходе на электрод 5000 – 7000 А. Импульс по длительности до 0,5 сек.
Начальник участка по изготовлению сварочного оборудования КЗЭСО Подгорбунский Д. С.: «Проволока наматывается ровно, с прилеганием витков друг к другу. Для закрепления обмотки в рабочем состоянии, продления службы, готовую катушку споттера пропитывают лаком. Оптимальный вариант Лак ФЛ-98. Он изготавливается отечественными производителями в соответствии с ГОСТ 12294-66. Выпускается емкостями для промышленных предприятий по 50 и 70 кг. Для потребителей по 5 л в канистре. Заменить его можно лаками серии МЛ, ГФ и ПФ. Лак нагревается в емкости до 120⁰C, в него аккуратно опускается чистая обезжиренная намотка. Картон, используемый в качестве изоляторов между катушками, стенками корпуса, пропитывается этим же лаком и высушивается.пропитка лаком значительно увеличивает срок службы споттера».
Это важно
Специалисты по работе с кузовами автомобилей разных марок советуют запомнить основные моменты, прежде чем приступать к самостоятельному изготовлению споттера.
- Рукоятку чаще всего делают из стандартного клеящего пистолета.
- Соединительный кабель покрывают специфическим изоляционным слоем, который может при нагревании жил провода деформироваться.
- При изготовлении споттера конструкция его должна быть четко продумана заранее до самых мелочей.
- Точечная сварка во время эксплуатации должна работать исправно, независимо от ее габаритов и потраченных на ее изготовление средств.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Трудно переоценить важность и необходимость аппарата для выполнения точечной сварки в домашних условиях. Таким способом можно соединить прутья забора, изготовить клетку для домашнего животного, присоединить держатель к поварешке
Сварочное оборудование промышленного производства имеет высокую цену. Хороший выход — изготовить точечную сварку из микроволновки своими руками.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора
, который является основой агрегата.

Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички
, к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм 2 до 4 мм 2 . Но идеальный вариант — это проводник с сечением 7 мм 2 . При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички
потребуется медная шина с сечением не менее 25 мм 2
Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно
из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
Первым делом, изготавливается основа трансформатора – сердечник
. Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см 2 = a х b (см. рис. ниже).
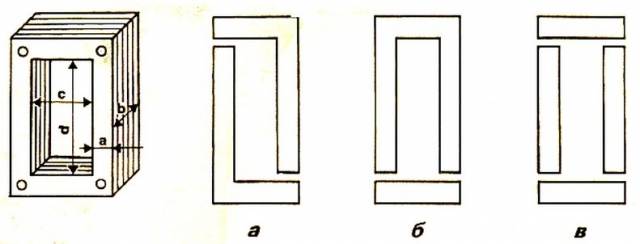
Но из практики известно, что если сделать сердечник с площадью меньшей 30 см 2 , то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см 2 . Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины
и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.
Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора
.
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%.
Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Как управлять самодельным сварочным аппаратом
Несмотря на то, что контактная сварка является достаточно несложной технологической операцией, для достижения требуемого качества выполняемого соединения ей необходимо правильно управлять. Именно для этих целей следует оснастить самодельный аппарат из микроволновки соответствующими органами управления. Основными из них являются выключатель и рычаг, при помощи которого и обеспечивается требуемое усилие сжатия электродов и соединяемых деталей.
От усилия сжатия напрямую зависит качество получаемого соединения, поэтому рычаг для сварочного аппарата желательно делать более длинным
Очень важно, чтобы оборудование для контактной сварки из микроволновки было надежно зафиксировано на поверхности рабочего стола. Для этих целей используются струбцины
https://youtube.com/watch?v=2fkSOEFKUhI
Увеличить усилие, передаваемое электродами, можно не только при помощи рычага, но и посредством рычажно-винтового механизма, которым также можно оснастить аппарат, сделанный своими руками. Удобнее всего закрепить такой механизм непосредственно на рычаге, чтобы манипуляции с ним не отнимали дополнительного времени. Кроме того, такое расположение органов управления высвободит вторую руку оператора, которой можно будет придерживать соединяемые детали.
Особенностью работы на аппарате контактной сварки является то, что подавать ток на электроды можно только тогда, когда они находятся в сжатом состоянии. Если же включить подачу тока перед их сжатием, то они будут искрить в момент соприкосновения с деталями, а это приведет к их подгоранию и быстрому выходу из строя.
Вариант крепления неподвижного нижнего электрода
Выключатель, также относящийся к органам управления контактной сварки (в том числе сделанной из микроволновки), необходимо установить в цепь первичной обмотки. Если пренебречь этой рекомендацией и установить его в цепи вторичной обмотки, по которой протекает ток значительной величины, то выключатель создаст дополнительное сопротивление, что приведет к свариванию электродов между собой.
Для самодельного сварочного аппарата с трансформатором от микроволновки необходимо предусмотреть простейшую систему охлаждения, также сделанную своими руками. В качестве такой системы может быть использован обычный вентилятор. При помощи этого устройства можно будет охлаждать сам трансформатор, электроды и другие токопроводящие элементы. Конечно, такое охлаждение не будет слишком эффективным, и все равно придется делать регулярные перерывы в работе, необходимые для самостоятельного охлаждения всех нагревающихся элементов оборудования.
Процесс сварки, выполняемой на аппарате, сделанном своими руками, практически ничем не отличается от подобной технологической операции, осуществляемой на серийном оборудовании. Первым этапом такого процесса является сжатие деталей, в процессе которого происходит их пластическая деформация в месте будущего соединения. На втором этапе в зону сварки подается ток, проходящий через медные электроды.
Характеризуется этот этап образованием жидкого сварочного ядра, расширением сварной ванны и пластической деформацией и осадкой металла деталей в точке соединения. В этот момент расплавленный металл начинает выплескиваться из сварной ванны. После прекращения подачи тока в зону соединения она начинает охлаждаться, что сопровождается кристаллизацией расплавленного металла.
Готовый сварочный аппарат (вид сверху)
В результате прохождения описанных выше процессов в зоне соединения формируется литое ядро, отличающееся высокой прочностью. Полученная зона соединения характеризуется значительными остаточными напряжениями, которые можно минимизировать, если не сразу разжимать электроды после прекращения подачи тока, а выждать некоторое время. Можно даже несколько увеличить усилие на зону соединения после прекращения подачи тока, что также снизит остаточные напряжения и позволит добиться эффекта ковки.
Для изготовления самодельного, сварочного аппарата, потребуется следующее:
- Пара старых микроволновых печей, а именно пара трансформаторов из данных печей. Как известно, трансформатор является самой главной деталью любого сварочного аппарата, не имеет значения, точечного, или же дугового.
- Электродрель, для удобства работы. Соответственно сверло по металлу.
- Молоток.
- Обычная ножовка по металлу.
- Провод многожильный 10-13 метров. Жесткость провода по желанию.
И так, приготовив все необходимые детали и нужный инструмент для работы, далее приступаем, к самому изготовлению аппарата.
Первым делом, извлекаем трансформаторы из микроволновых печей. Делаем эту процедуру предельно аккуратно, не навредив самому трансформатору.
Трансформаторы, следует надежно закрепить, что бы они находились, в обездвиженном состоянии.
Важно! Следует удалить вторичную обмотку трансформаторов, не повредив при этом первичную, тем самым оставив обмотки на 220вольт.
Следует,снизить напряжение метала, просверлив его.
Выбить токовые шунты, если таковые имеются, дабы увеличить мощность.
Далее, следует сделать самодельную обмотку, из нашего многожильного провода, соединив тем самым оба трансформатора.
Подключать обмотки следует параллельно и соответственно, надежно все изолировать. Нужно ответственно подходить к процессу изоляции, так как это вопрос вашей личной безопасности.
Необходимо замерить напряжение вторичной обмотки, подключив всю полученную конструкцию к питанию
Напряжение должно быть от 30-33 вольт.
Теперь нужно закрепить всю нашу конструкцию, дабы она была аккуратной и компактной. В качестве поддона можно использовать небольшой лист метала и доску.
Последним этапом изготовления сварочного аппарата будет держак для электрода, можно использовать обычные пассатижи, либо любые другие крокодилы-зажимы.
Далее, после полной сборки данного аппарата, можно проверить его в действии. Аппарат подобного рода, не подойдет для слишком продолжительных работ и для работ по слишком толстому металлу, так, как трансформаторы нуждаются в отдыхе. Желательно избегать сильного нагрева, во избежание повреждения обмотки. Рекомендуется давать остывать сварочному аппарату после одного-двух выработанных электродов, в общем, чем чаще, тем лучше. Отдых, поспособствует более длительному сроку эксплуатации вашего сварочного аппарата.
Для производства данный аппарат, конечно не пригоден, но в домашних нуждах, вполне сойдет и поможет. Учитывая то, что для изготовления не требуется дорогостоящих деталей и особых навыков для сборки, этот аппарат довольно актуален в быту.
https://youtube.com/watch?v=3_dLXlYASwg
Новая обмотка
В получившихся нишах делают новую вторичную обмотку из эмалированного или медного провода большого диаметра. Минимальный размер сечения должен составлять 1 см.
Провода могут быть не цельными, а многожильными. Важный показатель для сварочного аппарата из микроволновки – это суммарный диаметр проводов. Укладывать их нужно плотно, не оставляя зазоров.
Точный размер сечения и требуемое количество витков можно вычислить по специальным таблицам или с помощью он-лайн калькуляторов, ориентируясь на размеры сердечника и необходимую мощность на выходе. Некоторые умельцы подбирают опытным путем. На концах обмотки следует хорошо закрепить наконечники.
 Трансформатор, изъятый из микроволновки, для использования в новом качестве готов. Он сможет поставлять ток, сила которого достигает 1000 А, что вполне достаточно для домашнего агрегата. Главная часть для контактной сварки сделана своими руками из старой микроволновки.
Трансформатор, изъятый из микроволновки, для использования в новом качестве готов. Он сможет поставлять ток, сила которого достигает 1000 А, что вполне достаточно для домашнего агрегата. Главная часть для контактной сварки сделана своими руками из старой микроволновки.
Если нужен более мощный сварочный аппарат, придется переделать два трансформатора. Подключение двух трансформирующих блоков выполняется последовательно.
Важно соединить одноименные обмотки, иначе произойдет замыкание. Правильность действия проверяется по маркировкам или с помощью вольтметра
Когда подключены оба трансформатора из микроволновок, следует проверить силу тока.
Она не должна превышать 2000 А. Большие значения станут причиной перегрузки домашней электросети, и сварочный аппарат либо вообще не будет работать, либо будет прожигать металл.
Пошаговая инструкция
- небольшая углошлифовальная машина с отрезным кругом по металлу;
- электродрель или шуроповерт со сверлами;
- молоток и зубило;
- набор слесарного инструмента в виде плоскогубцев, различных отверток и т. п.
Итак, приступаем:
- Берем силовой трансформатор от микроволновой печи и демонтируем вторичную обмотку, она будет большей по объему, главное, не перепутайте. Для этого лучше всего разрезать по краям в месте сварки стальной сердечник и выбить ненужную обмотку молотком и зубилом. Но также можно попробовать аккуратно срезать болгаркой или ножовкой по металлу выступающие края этой обмотки, а оставшиеся ее части в стальном сердечнике просто выбить зубилом.
- Изготавливаем вторичную обмотку нашего будущего сварочного трансформатора. Для этого нам понадобится отрезок медного изолированного провода сечением примерно в 50 мм2 или около 8-10 мм в диаметре (визуально в палец толщиной) и длиной в 70-100 сантиметров. Основным условием при выборе такого провода — это то, что он должен быть обязательно новым и неповрежденным.
Наматываем этот медный проводник на центральный магнитопровод стального сердечника нашего трансформатора так, чтобы получилось два-три полных витка. Причем это надо сделать таким образом, чтобы витки на магнитопроводе были серединой медного проводника, а оставшиеся концы были примерно равными по длине.
- Собираем сварочный трансформатор. Для этого разобранные части стального магнитопровода устанавливаем на место их ровно так, как они стояли, предварительно перед этим смазав места контакта эпоксидной смолой или другим клеем, подходящим для этих целей. Зажимаем всю конструкции в тисках и ждем полного затвердевание клея.
Конечно, если есть возможность, то можно сварить эти части магнитопровода, но при этом необходимо надежно защитить обмотки трансформатора от возможного повреждения расплавленным металлом или искрами.
- Закрепляем изготовленный сварочный трансформатор на платформе, лучше всего для этого взять какое-нибудь изолированное основание в виде прочной пластмассовой пластины, деревянной доски или толстой фанеры. Размерами примерно по ширине в 150 мм и длиной от 300 до 700 мм, что будет определять в дальнейшем глубину свариваемой заготовки.
- Далее, изготавливаем сварочные контакты. Причем один из них должен быть неподвижный и выдерживать большие нагрузки, поэтому делаем его из прочного кронштейна, который жестко закрепляем на основании трансформатора. К этому кронштейну с помощью медного наконечника подключаем один из концов провода вторичной обмотки.
Другой контакт необходимо выполнить подвижным так, чтобы он мог ровно смыкаться с неподвижным, но в не рабочем состоянии быть нормально разомкнутым. Для этого делаем конструкцию второго контакта в виде рычага, который закрепляем на основании и подпружиниваем с помощью эластичной резиновой ленты или стальной пружины. На рычаге крепим кронштейн сварочного контакта, на который подключаем второй, оставшейся провод вторичной обмотки сварочного трансформатора.
Сварочные контакты проще всего сделать из медного прута 10-20 мм в диаметре, сделав при этом конусообразные заострения на концах. Можно, конечно, использовать специально предназначенные для контактной сварки стержни из вольфрама или на основе сплавов бериллиевой бронзы с цирконием.
- В завершение делаем электрическую часть , то есть подключаем первичную обмотку к сети 220 В. Для этого также можно воспользоваться шнуром питания с вилкой от нашей разобранной микроволновой печи, тем более он там больше уже не нужен.
Микровыключатель ставим на разрыв первичной обмотки, то есть сети 220 В, а расположить его удобней всего, закрепив на рычаге подвижного контакта.
- Все, точечная сварка из микроволновки готова. Вам остается для начала потренироваться, чтобы понять, как протекают основные процессы сварки для различных металлов в зависимости от формы и толщины изделий. А вот после этого можно приступать к практическому применению вашего аппарата контактной сварки по непосредственному предназначению.
Приступаем к изготовлению корпуса аппарата и контактных клещей
Материалом для изготовления как самого корпуса, так и контактных клещей была выбрана древесина по причине простоты обработки. Сначала я вымерял по ширине доску для основания, стенок и крышки, которая закроет трансформатор и все провода. Здесь для каждого случая размеры будут индивидуальны, но слишком маленькую коробку, во избежание перегрева оборудования, делать не стоит.
Отмеряем и отпиливаем доску по необходимым размерам
Также были отрезаны два бруска, которые будут использованы в качестве клещей. Все детали я обработал фрезой, шлифмашинкой, после чего сложил их так, как будет в дальнейшем.
Вот примерный макет того, что должно получиться
Но внешний вид всё же должен быть подобающим, поэтому я окрасил все детали, за исключением брусков, в чёрный цвет. Для клещей был выбран жёлтый
Окраска придаст конечному изделию эстетичный вид
Настало время продолжить разборку старой микроволновки. От неё нам понадобятся следующие детали:
- сетевой шнур;
- контактные провода;
- ручка с дверцы;
- концевой выключатель.
Кстати, ручку также желательно окрасить в чёрный цвет.
Эти детали от микроволновой печи нам пригодятся
Изготовление контактных электродов
Их лучше всего делать из медной жилы сечением 8 мм² (или толще). Именно медь не будет прилипать к стали и даст нужный нам эффект. Для этого отрезаем от прутка два куска длиной по 3-4 см.
Режем медный пруток на отдельные куски, которые послужат электродами
Сборка коробки и коммутация
Теперь необходимо подобрать основной автомат, через который будет производиться подача напряжения. Для этого подойдёт однополюсной АВ на 15 А. И вот теперь вам наверняка станет понятно, почему я не зацикливался на размерах деталей нашей коробки. Под каждый автомат нужна различная прорезь в задней стенке. У меня оказался АВ, который редко у кого может просто валяться в гараже (брат работает электриком).
Вот такой автомат был установлен мной. У вас он может отличаться
Через автомат необходимо пустить один из проводов (фазу или ноль)
Какой из них – неважно. Ведь в разных розетках схема собрана по-разному
Выход из автомата позже будет подключён к одному из контактов первичной обмотки. Сам же сетевой фильтр фиксируем в прорези задней стенки.
На данном этапе сборки наша конструкция выглядит вот так
Теперь настала очередь установки трансформатора. Его нужно закрепить как можно ближе к двум коротким отрезкам бруска, которые пока выглядят как ножки. Если посмотреть на фото ниже, то по нему скажу следующее: уже можно завернуть фиксирующие шурупы, но не все. Оставляем пустым правое нижнее отверстие – оно нам ещё пригодится.
Крепим на место понижающий трансформатор
Последним шурупом фиксируем контакт провода заземления. В любом сетевом кабеле это жила светло-зелёного или жёлто-зелёного цвета.
Закручиваем последний шуруп, заземляя при этом сердечник
Коммутация концевого выключателя: полное подключение первичной обмотки
Мы уже разобрались, что один из контактов первичной обмотки подключается к контакту выхода из автомата. У нас осталась ещё одна жила сетевого кабеля. Её необходимо подключить ко второму контакту первичной обмотки, но не напрямую, а через концевой выключатель, удлинив при этом провод. Концевик будет служить кнопкой мгновенной подачи напряжения на электроды.
Подключаем концевой выключатель, который впоследствии будет закреплён на рукоятке клещей
Остаётся аккуратно разместить провода внутри и прикрутить верхнюю крышку с ручкой. Она облегчит транспортировку нашего оборудования. Перед укладкой проводки обязательно убедитесь в качестве изоляции всех соединений.
Прикручиваем на место крышку с ручкой и аккуратно укладываем проводку внутри коробки
Выводим концевой выключатель наружу вместе с концами вторичной обмотки и устанавливаем боковые стенки. На этом сборка коробки завершена. Нам остаётся лишь собрать и установить клещи с контактными электродами.
Крепим стенки коробки и переходим к клещам
Инвертор из блока питания компьютера
Сварочный аппарат из блока питания компьютера сделать невозможно. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор, такой как Thermaltake A2016. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отведения тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
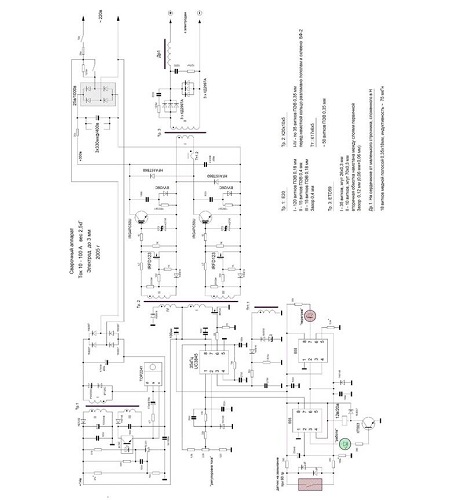
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно сделать аппарат, помещающийся в корпусе БП.
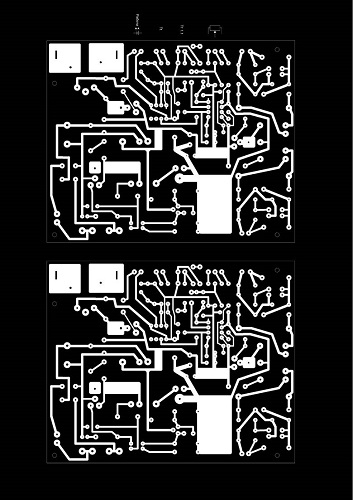
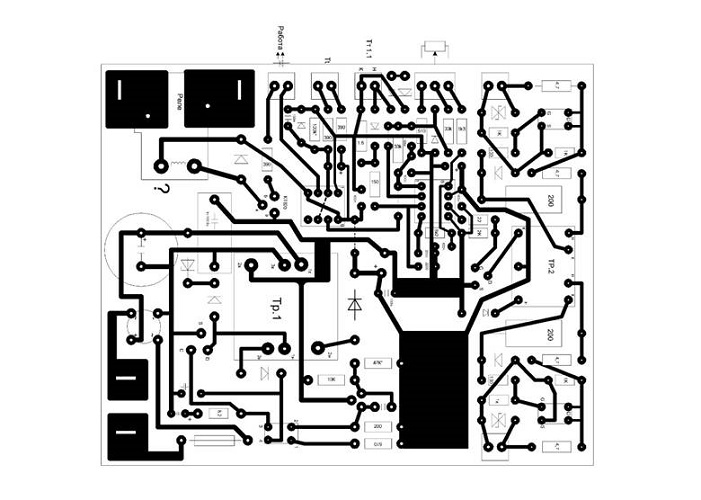
Далее приведены схемы, для производства печатных плат, которые нужны, чтобы сделать инвертор.
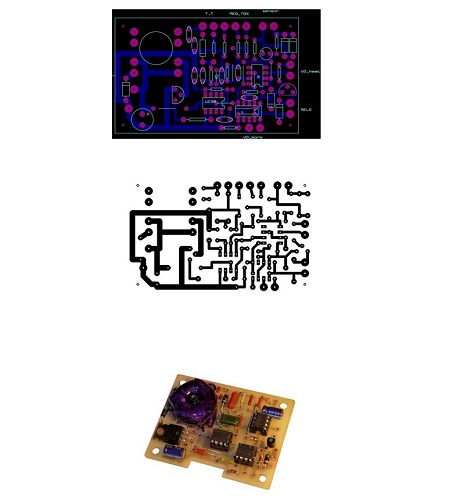
На следующих фото показано, из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.



Итог
Главной особенностью сборки сварочного аппарата из микроволновки является тот факт, что варка происходит легко, но кратковременно, поскольку трансформатор необходимо беречь от перегревания.
После эксплуатации электроды должны остыть. Тонкую металлическую поверхность не рекомендуется варить, поскольку она скорее повредится, чем расплавится.
Чтобы снизить подачу тока в цепи специалисты рекомендуют пользоваться дросселем либо балансным резистором.
Альтернативным вариантом выступает небольшой кусок проволоки из стали, подсоединяющийся к низковольтной обмотке и под его длину удастся регулировать силу тока и ровность горения дуги. Теперь появилась пользоваться оборудованием, собранным своими силами, без лишних силовых и финансовых затрат.




