Лужение и пайка кузова автомобиля
Содержание:
Особенности пайки оловом
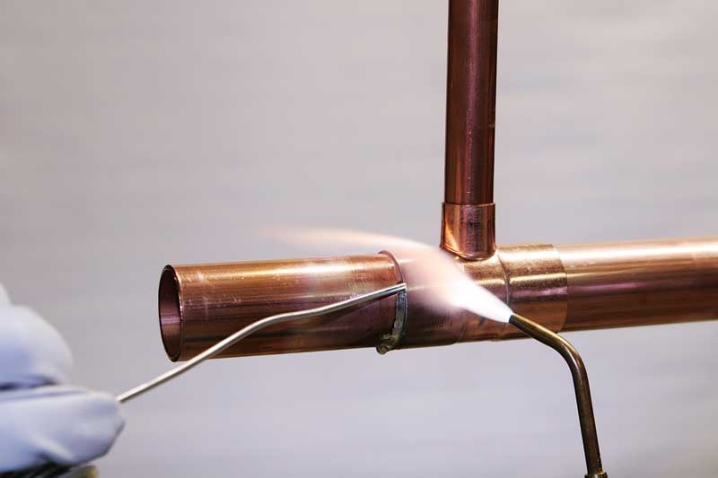
Припои на основе оловянно-свинцовых смесей отличаются высоким качеством соединения при доступной цене. Это является основной причиной популярности пайки нержавейки оловом в домашних условиях. Метод лучше всего зарекомендовал себя при заделке небольших трещин или соединении мелких деталей. Изделия, подверженные в процессе эксплуатации температурным нагрузкам, рекомендуют паять с использованием серебряных составов. Примером являются трубки дистиллятора, которые эксплуатируются при высокой температуре под давлением.
Использование олова в качестве присадочного материала при пайке нержавейки, не получило широкого распространения в промышленности, ввиду низкого температурного порога соединения.
Преимущества
Использование легкоплавких припоев обладает следующими преимуществами:
- легкая процедура пайки небольших деталей;
- подготовительные процедуры не отнимают много времени;
- низкая стоимость расходных материалов;
- можно использовать как бытовой электрический паяльник, так и газовую горелку.
Недостатки
Метод имеет следующие недостатки:
- низкий показатель прочности соединения;
- низкая температура плавления олова снижает сферу применения запаянных деталей;
- грамотное применение расплавленного олова требует от мастера определенных профессиональных навыков.
Режимы
Оловянно-свинцовые припои применяют при следующих параметрах:
- максимальная температура горелки составляет 240 Сº;
- минимальная мощность паяльного устройства – 40 Вт;
- интервал воздействия на поверхность – не более 10 секунд;
- толщина припоя, независимо от формы изготовления, не должна превышать 4 мм.
Зачем нужен флюс?
Это вещество обеспечит равномерное растекание припоя по поверхности зоны пайки и создаст условия для качественной адгезии материала к металлическому покрытию. Флюсы в настоящее время классифицируются по степени воздействия на следующие разновидности:
- Неактивные (нейтральные), в составе которых отсутствуют кислоты. Помимо этого, они почти не проводят электроток.
- Активные (кислотные) флюсы.
- Защитные (антикоррозийные), цель которых — защитить зону пайки готового соединения от коррозии и разрушения.
Если возникает вопрос, для чего нужен флюс для пайки, то ответить можно так: это вещество необходимо для соблюдения технологии, поскольку оно обязательно понадобится в ходе паяльных работ. Однако способ применения состава зависит от его исходного состояния:
если флюс находится в твердом состоянии, жало паяльника необходимо сначала окунуть в реагент, а после захватить им немного припоя;
готовую жидкую смесь придется наносить на зону пайки с помощью кисточки;
пастообразным веществом следует обрабатывать поверхность посредством обычной палочки.
Кроме того, флюс иногда продается в специальных тюбиках.
Как паять
Для пайки понадобятся паяльник с оловоотсосом, флюс для устранения окислов – любой состав, альтернативный канифоли, но хорошо смываемый водой. При высокотемпературном виде пайки понадобится горелка, но для проведения низкотемпературных процессов подходит паяльник. В качестве припоя берётся проволока, продающаяся в бобинах и мотках, она же содержит флюс, кроме того, потребуются пассатижи и нож. Перед работой с рабочего места нужно убрать всё лишнее, установить нормальное освещение. Для мусора и мелких отходов можно взять любую неглубокую ёмкость.
Следует отметить, что в домашних условиях пайка должна осуществляться быстро, поскольку часто требуется дополнительная зачистка из-за обугливания флюса, делающего припой текучим. Но пока он полностью не затвердеет, трогать соединяемые детали нельзя.
Как паять металл правильно – дадим несколько рекомендаций:
- Перед пайкой соединяемые части должны быть очищены. Для хорошей адгезии их можно залудить.
- При плавлении проволоки или прутков содержащийся в них защитный флюс начнёт выделяться и выполнять свои функции по разрушению окисла.
- Олово помещается на деталь лёгким касанием, оно должно образовать тонкий слой на нужном участке.
- При работе для снижения воздействия температуры на деталь её удерживают пинцетом в качестве теплоотвода.
- Паяльник нельзя длительное время держать в месте припоя.
- Необходимо следить за чистотой наконечника паяльника и своевременно очищать его от нагара абразивным полотном или напильником.




Обеспечив нагрев и расплавление, нужно закрепить поршень устройства и, поднеся его носик к контакту, нажать кнопку фиксатора. Расплавленный припой окажется внутри цилиндрической ёмкости оловоотсоса.

Специалисты, имеющие опыт работы с оловянным припоем, рекомендуют выбирать состав с минимальным включением свинца и точно подбирать температуру плавления, ведь от этого зависят текучесть олова и качество полученных соединений.
Наглядный обзор различных припоев и их тестирование представлено в следующем видео.
Подготовка изделий
Качество подготовки поверхности детали к лужению определяет прочность ее сцепления с покрытием. Метод подготовки зависит от состояния поверхности.
- Обработка щетками.Этот метод используется, если на поверхности изделия есть окалина или сильные загрязнения. Перед обработкой изделие рекомендуется тщательно вымыть. Для лучшего эффекта можно использовать абразивное вещество: песок, известь, пемзу.
- Шлифование.Так подготавливаются поверхности, имеющие неровности. При шлифовании можно воспользоваться абразивным кругом или наждачной бумагой.
- Химическое обезжиривание.Проводится специальными растворами: 5-10 % раствор едкого натра, 10-15 % раствор углекислого натрия; 10-15 % раствор фосфорнокислого натрия. Их необходимо подогреть до 60-80 градусов. Могут использоваться растворители жира: венская известь, бензин, керосин. При использовании бензина и керосина следует учитывать, что они взрыво- и пожароопасные.После удаления жира изделия следует промыть водой. Определить, удален жир с поверхности или нет, можно визуально. Если вода равномерно растекается по поверхности изделия, а не собирается на ней каплями, то поверхность обезжирена.
- Травление.Этим методом подготавливаются изделия из железа, меди, латуни. Травление происходит подогретым 20-30 % раствором H2SO4 (серная кислота). Продолжительность травления 20-30 мин. Затем поверхность изделий промывается холодной водой, протирается влажным песком, промывается горячей водой с температурой 80-100 °С.
После подготовки можно проводить лужение деталей.
Изготовление припоя
При отсутствии специального припоя для золота, его можно изготовить в домашних условиях. Потребуются дополнительные приспособления и материалы:
- тигель для плавки металлов;
- компоненты припоя – золото, серебро, медь;
- аптечные весы;
- форма для отливки припоя.
Для пайки золота наиболее распространённой 585 пробы, рецепт приготовления припоя выглядит следующим образом. На 585 частей золота берётся 115 частей серебра и 185 частей меди.
К этому составу следует добавить либо 135 частей латуни, либо 112 частей кадмия. Первые три основных металла расплавляются вместе при помощи газовой горелки. После их полного растворения и перемешивания в расплав вводится латунь или кадмий.
Затем готовый расплав выливают в форму. Форму сразу лучше выбрать в виде прутка. Готовую отливку на наковальне или путём вытягивания прутка приближают к форме проволоки.
Особенности пайки нержавейки
Используя олово и составы на его основе, можно отремонтировать изделия из нержавейки, а также собрать небольшие по размерам и не подвергающиеся большим нагрузкам самодельные конструкции. Кухонная посуда и другие предметы быта ремонтируются обычным паяльником и оловянным припоем.
Пайка нержавейки на производстве выполняется по более сложной технологии. Для пайки ответственных конструкций применяются специальные промышленные смеси , содержащие Cr< Ni, Mn хрома, никеля, марганца. Работать с ними приходится в защитной газовой атмосфере — аргона с добавлением трехфтористого бора. Как припой при пайке нержавейки используют чистую медь.
Паяние и обработка шва

Прежде чем начинать пайку, нужно отрегулировать пламя горелки, установив требуемую толщину факела. Затем начинается равномерный нагрев золота в зоне соединения.
Нужно точно определить момент, когда в зону соединения можно вводить припой. Обычно эта фаза пайки отмечается некоторым изменением цвета нагретого участка. «Чувство металла» приходит с опытом, первые попытки, скорее всего, будут неудачными.
После нагрева изделия, к месту соединения прикладывается пруток припоя. Ориентировать припой относительно пламени горелки нужно таким образом, чтобы расплавилось необходимое его количество.
Излишки расплавленного припоя либо стекут с изделия, либо после пайки их придётся снимать надфилем или бормашиной. Не забываем, что в составе припоя преобладает золото!
Расплавленный припой должен смочить место соединения и заполнить зазор в месте будущего шва. Консистенцию расплава следует поддерживать в таком состоянии, чтобы он не стекал с детали, удерживаясь силами поверхностного натяжения.
Нагрев не прекращается до тех пор, пока припой не сравняется по цвету с материалом изделия. Это является сигналом того, содержащийся в нём кадмий выгорел, и процесс пайки может быть завершён.
Если присадочный материал был выбран правильно, а шлифовка выполнена качественно, место пайки на глаз не должно определяться.
https://youtube.com/watch?v=HJk2kXDyRyI
Пайка черных металлов
Качество скрепления стальных изделий зависит от нескольких факторов:
- марки стали;
- пористости заготовок;
- уровня очищенности стыковочного шва.
В качестве припоя выбирают оловянные или латунные сплавы. Их используют в зависимости от поставленной задачи. Более простой способ — использование олова. С ним проще работать, однако, конечный шов не будет обладать высоким уровнем прочности.
Припои на основе латуни намного прочнее, но для работы с ними потребуется особое оборудование.
Рабочий процесс на подготовительном этапе практически не различается. В обоих случаях детали зачищают от грязи и ржавчины. Фиксируют при помощи струбцин или тисков. В качестве флюса используют обычную ортофосфорную кислоту. После этого наступает этап самой пайки.
Пайка стали оловом
При пайке оловом подбирают паяльник мощностью от 100 Вт. Для получения качественного шва обе детали предварительно залуживают, после чего в готовый шов подают оловянный припой и завершают пайку.
Пайка стали латунью
Латунь плавится при температуре свыше 900 ˚С, поэтому для работы с таким припоем потребуется газовая горелка
Важно нагревать оба элемента равномерно. В противном случае латунь быстро расплавится
Она будет хорошо прилипать только на краях стальных заготовок (что может вызвать хрупкость и разрушение под напряжением), что поспособствует образованию трещин в конечном изделии.
Применение
Современные технологии обработки сплавов меди и цинка широкого востребованы в таких отраслях промышленности, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- выпуск холодильного и вентиляционного оборудования.
При наличии всего необходимого (припоя требуемого качества, флюса и паяльной горелки), можно лудить латунные поверхности с целью их защиты от коррозийного разрушения. Процедура лужения также востребована при ремонте отопительных и водопроводных систем, изготавливаемых на основе латуни.
https://youtube.com/watch?v=io8CgEDvu2Q
В зависимости от типа используемого при пайке припоя, соединения делятся на высоко- и низкотемпературные. Такое деление позволяет применять более тугоплавкие сочленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Использование невозможно в домашних условиях, поскольку в этой ситуации необходимо специальное оборудование.
Распространенные ошибки
Процессу пайки нержавеющей стали могут помешать ошибки самого мастера, выполняющего работу. Можно выделить ряд часто встречающихся проблем.
- Низкое качество зачистки. Плохо обработанная перед началом пайки нержавеющая сталь приведет к тому, что припой просто будет скатываться с поверхности, не задерживаясь на ней. При появлении такого эффекта нужно заново выполнить механическую обработку, тщательно удаляя следы окисления с металла.
- Плохое обезжиривание. Оно также может негативно повлиять на то, как именно будет ложиться припой любого типа.
- Слабый прогрев. Если детали не удается раскалить достаточно интенсивно, паяльные составы останутся в твердой форме, не переходя в текучее состояние. Исправить ситуацию можно, увеличив силу прогрева.
- Выбор паяльника с обгораемым жалом. Его поверхность придется очищать — это помешает непрерывному прогреву металлических заготовок.
- Выбор канифоли в качестве флюса. При работе с нержавеющей сталью она совершенно бесполезна.
- Использование припоя с высоким содержанием свинца. Лучше отдать предпочтение вариантам, где выше процент олова.
- Преждевременная проверка соединения. Шов, в котором жидкий припой еще не успел схватиться, может утратить прочность. Пайку придется проводить повторно.
- Спаивание разнородных металлов без предварительного лужения. Соединить медь и нержавеющую сталь без дополнительной обработки не получится.
- Использование паяльника при соединении деталей с большой площадью соприкосновения. Флюс здесь будет слишком быстро окисляться. Нужно использовать газовую горелку, лучше с несколькими соплами.
Учитывая все эти моменты, можно произвести работы по пайке нержавеющей стали в домашних условиях без особенных затруднений.
В следующем видео рассказывается о пайке нержавеющей стали.
Преимущества и недостатки
К преимуществам процесса пайки можно отнести:
- возможность соединять сталь с цветными металлами;
- высокая технологичность процесса;
- возможность проводить паяльные операции в труднодоступных и неудобных местах;
- возможность соединять сложные по конструкции узлы и детали;
- процесс можно проводить не точно по контуру соединения, а по всей плоскости;
- нагрев при пайке обеспечивает термическую обработку металлических заготовок.
Что касается недостатков пайки, основной – это невысокая прочность на отрыв и сдвиг за счет мягкости припойного металла. Сложно проводить операции, которые касаются высокотемпературной технологии.
Оборудование
 К металлам, с которыми наиболее часто приходится сталкиваться в ювелирном деле, относятся в первую очередь, золото и серебро. Технология пайки этих металлов требует высокой температуры.
К металлам, с которыми наиболее часто приходится сталкиваться в ювелирном деле, относятся в первую очередь, золото и серебро. Технология пайки этих металлов требует высокой температуры.
Нагревание соединяемых деталей и расплавление припоя осуществляется посредством газопламенного оборудования. Это могут быть установки, работающие на газе или бензине. Гораздо чаще для ювелирных работ используются газовые аппараты. Это обусловлено тем, что газовое оборудование более удобно в применении, не создаёт дискомфорта из-за резкого запаха (как в случае с бензином).
Сжатый газ, находящийся в баллоне, готов к употреблению, его подача осуществляется за счёт собственного давления. При применении бензина, готовят бензино-воздушную смесь, для чего необходим сжатый воздух. То есть, в этом случае требуется применение насосного или компрессорного оборудования.
Аппарат, применяемый при ювелирной пайке, должен быть укомплектован газовой горелкой, имеющей регулятор интенсивности пламени. Для выполнения ювелирных работ желательно иметь две горелки.
Одна из них, более мощная, применяется для расплавления металлов в тиглях. Другая должна иметь тонкий факел для разогрева и пайки миниатюрных компонентов.
Полезные советы
Пайка стали является трудоемким процессом, в ходе которого могут возникать спорные моменты
Чтобы не зацикливаться на них, нужно брать во внимание советы и рекомендации других мастеров:
- Электрического паяльника мощностью в 100 Вт хватит для проведения домашних ремонтных работ. Желательно выбирать модель с не обгорающим наконечником.
- Лучшим видом припоя являются прутья из сплава свинца и олова. Если нужно заделать трещину в посуде, требуется использовать оловянные припои.
- Система вентиляции убережёт дыхательные пути от заболеваний, связанных с вдыханием вредных примесей.
Тренироваться нужно на ложках, чашках и старых мисках. Можно использовать отходы от производства оцинкованных отливов.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
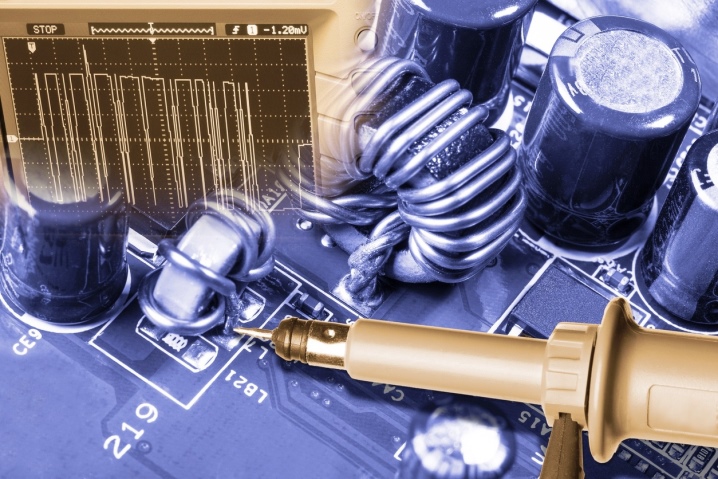
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Особенности работы с оцинкованными изделиями
 Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Нельзя паять оцинковку припоями, в состав которых входит большое количество сурьмы. Это вещество при контакте с цинковым покрытием создает непрочный шов.
В качестве флюса лучше использовать борную кислоту и хлористый цинк. Если сами изделия уже были залужены оловом в процессе производства, тогда в качестве флюса можно применять канифоль.
Когда производится соединение оцинкованного железа (листового) и проволоки, то последнюю надо согнуть под прямым углом, чтобы увеличить площадь контакта двух изделий.
В остальном процесс проводится точно также
Кстати, неважно, проволока была изготовлена из оцинковки или обычной стали
Есть еще несколько важных позиций, которые надо учитывать в процессе пайки оцинкованных изделий. Если для пайки железа используются припойные стержни на основе олова и свинца, то для них лучше добавлять флюс на основе хлористого цинка и хлористого аммония. Соотношение 5:1 соответственно.
Припой на основе олова и кадмия требует едкого натра в качестве флюсовой добавки.
Если между собой соединяются оцинкованные изделия из железа, в состав защитного слоя которых входит более 2% алюминия, то применяется припой на основе олова и цинка. А в качестве флюса используют соляную кислоту и вазелин (стеарин).
В независимости от того, какие детали или узлы соединяются пайкой, необходимо после окончания процесса и остывания шва промыть место стыка водой, чтобы удалить остатки флюса.
Приготовление флюса
Коррозионно-стойкие сплавы весьма чувствительны к условиям пайки, поэтому правильный выбор нержавейки исключительно важен.
Наиболее широко применяемый флюс содержит:
- 7 частей технической буры;
- 2 части борной кислоты;
- 1 часть фтористого кальция.
Изготовление флюса в домашних условиях
Для пайки мелких заготовок состав флюса упрощается — берут равные части буры и борной кислоты. Смесь разводят в воде и наносят на область пайки. Как только она высохнет- обеспечит будет отличную адгезию к поверхности сплава.
Перед нанесением флюса необходимо провести тщательную механическую обработку области пайки шкуркой, проволочной щеткой или надфилем.
Особенности сплавов
Пайку нержавеющей стали относят к квалифицированным работам. Это связано с тем, что для выбора оптимального режима пайки необходимо точно определить тип материала. Например, наклепанные сорта нержавейки спаивают без нагрузки, во избежание образования дефектов на поверхности, вследствие температурного воздействия.
Алюминий и магний слабо взаимодействуют с рассматриваемым сплавом, поэтому при подборе материала следует обращать внимание на состав изделия. С прочими сортами металлов нержавейка образует высокопрочное соединение
Высоколегированные составы с высоким содержанием хрома плохо переносят воздействие высокой температуры. При нагреве свыше 500 Сº активизируется процесс образования карбида хрома, негативно влияющий на параметры металла.
Необходимые приспособления
Прежде чем приступать к ремонту изделия, нужно подготовить такие инструменты и материалы:
Простой паяльник (минимальная мощность — 100 Вт) или пропановую горелку.
Органический растворитель (например, уайт-спирит или ацетон).
Оловянный припой.
Канифоль или ортофосфорную кислоту.
Стальной трос.
Щетку для чистки металла, напильник или наждачную бумагу.
Чистую тряпку для протирки.
Однако перед тем как припаять нержавейку к нержавейке и, соответственно, отремонтировать деталь, следует приобрести средства защиты: полиуретановые перчатки, очки и респиратор. Кроме того, для соединения крупных изделий может потребоваться более мощный паяльник, наконечник которого должен быть несгораемым: это не только увеличит срок службы, но и повысит технические параметры инструмента. Насчет припоя следует также сказать, что для пайки пищевой посуды или других емкостей подойдут бруски олова, поскольку в них содержится меньше вредных примесей.
Особенности проведения работ в домашних условиях
Изделия из нержавеющей стали есть в большинстве квартир и домов. При их поломке можно попробовать соединить детали самостоятельно. Пайка нержавейки в домашних условиях требует не только подготовки инструментов и расходных материалов, но и навыка. В первые разы лучше тренироваться на изделиях, которые не жалко выкинуть.
Для проведения работ нужно оборудовать рабочее место. Выполнять спайку нужно на негорючей поверхности, которая не передаёт тепло. В помещении должна быть установлена система вентиляции для вытяжки испарений флюса и припоя. На рабочем столе требуется расположить тиски или струбцины, для зажатия скрепляемых деталей.
Технология работы паяльником:
- Пайка нержавейки электрическим паяльником начинается с зачистки рабочей поверхности и её обезжиривания.
- Далее на место соединения наносится флюс.
- Припой равномерно распределяется по соединяемой поверхности с помощью паяльника.
Бывают ситуации, когда припой не хочет приставать к материалу. Чтобы исправить эту проблему, требуется повторно зачистить поверхность с помощью проволочной щётки и обезжирить её.
Если работы проводятся с помощью газовой горелки, нужно учитывать некоторые особенности. Требуется нагревать заготовку, а не место соединения деталей. Таким образом припой расплавляется равномерно и не растекается в стороны. Заканчивать нагрев нужно после вытекания припоя из шва.
Пайка своими руками
Стоит отметить, что пайка нержавеющей стали в домашних условиях с применением оловянного припоя — это не такое уж частое явление. Поскольку сама технология пайки сложна и редко применяется в быту. Но порой домашнему мастеру все же приходится столкнуться с необходимостью пайки нержавейки. Это может быть просто мелкий ремонт. Что делать в таких случаях?
Прежде всего, ознакомьтесь с обучающими материалами и видео. Они помогут лучше понимать всю суть работы с нержавеющей сталью. Так вы сможете избежать большинства ошибок и добиться более-менее достойного результата. А мы, в свою очередь, кратко расскажем вам, как выполнять пайку и что нужно учесть.
Инструменты
Работа начинается с инструмента. Без него вы просто не сможете выполнить пайку. Конечно, некоторые инструменты можно сделать своими руками из подручных средств, но мы все же рекомендуем приобрести качественный инструмент в магазине.
Итак, для пайки вам понадобится:
- Электрический паяльник, работающий от стандартной сети в 220В. Его мощность должна быть не ниже 100Вт, а лучше еще больше.
- Конечно, флюс типа «бура». Пастообразный или жидкий. А также кисточка для его нанесения.
- Наждачная бумага, напильник или шлифмашинка.
- Металлический припой, изготовленный из чистого олова или смеси олова со свинцом.
Необязательно, но рекомендуется держать при себе стальной трос и небольшую металлическую трубку. Позже вы узнаете, зачем нам нужны эти компоненты.
Технология пайки
Теперь перейдем к технологии пайки. Еще раз повторим, что мы рассказываем о пайке на дому, а не в условиях промышленного цеха.
Для начала зачистите поверхность металла. Для этого используйте наждачку, шлифмашинку или напильник. Удалите все пятна, загрязнения, следы или масла или краски, очаги коррозии. Если это не сделать, качество сварки сильно ухудшится. Швы будут дефектными, и ваша работа пойдет насмарку.
После того, как вы тщательно подготовили поверхность деталей, нанесите флюс. Чтобы нанести флюс для пайки нержавейки используйте небольшую кисточку. Наносите флюс равномерным не толстым слоем. Флюс не только защитит сварочную зону от окисления, но и обеспечит качественное лужение. Об этом мы поговорим далее.
После нанесения флюса на будущую зону сварки, необходимо выполнить лужение. Луженое — это процесс, при котором тонкий слой олова наносится на металлическую поверхность. Этот процесс необходим для дальнейшей пайки. У новичков часто не получается с первого раза правильно выполнить лужение. Это не страшно. Вы можете нанести второй слой, предварительно прогрев детали до невысокой температуры.
Вы прогрели детали, снова попытались выполнить лужение, но ваши попытки не увенчались успехом? У многих сварщиков припой просто скатывается вниз, вместо того, чтобы образовывать тонкий слой на поверхности металла. Здесь-то нам и понадобится стальной трос и металлическая трубочка. Из этих двух компонентов можно сделать простейшую металлическую кисть.
Чтобы ее изготовить, трос должен быть того же диаметра, что и трубочка. Трос продевается в трубочку и на одном конце разматывается до образования своеобразной «косточки». С помощью такого приспособления выполняется зачистка металл. Да, вы используете эту «кисть» вместо наждачной бумаги или напильника. Как показывает практика, применение такого нехитрого приспособления эффективнее всего очищает поверхность металла. А ведь от этого во многом и зависит лужение. Многие просто недостаточно тщательно очищают поверхность, из-за чего не удается покрыть металл оловом.
Только после того, как все эти этапы выполнены, можно приступать к самой пайке деталей. Здесь уже все гораздо проще. Припой подается в сварочную зону одной рукой. В другой руке нужно держать паяльник и двигать его синхронно с припоем, равномерно заполняя стык между двумя деталями.
Особенности
Во время работ вы наверняка столкнетесь с некоторыми трудностями. Например, при медленной пайке в составе нержавейки могут сформироваться карбидные соединения. Качество шва ухудшится, а вероятность образования дефектов увеличится. Чтобы избежать этих проблем выполняйте пайку быстро и уверено. Не медлите и не останавливайтесь подолгу на одном этапе.
Также рекомендуем после пайки прокалить деталь в печи. Так карбидные соединения точно не смогут образоваться в составе нержавейки.
Особенности работы с украшениями
Существует несколько особенностей, отличающих пайку ювелирных изделий от пайки, применяемой в бытовых и технических целях:
- эстетичность паяного соединения, как основная цель выполняемой работы, наряду с необходимой прочностью;
- выполнение операций с очень мелкими деталями, требующими применения специфического инструмента и приспособлений;
- работа с дорогим материалом, содержащим драгоценные металлы – серебро, золото, платину.
По понятным причинам, качественно проводить ювелирную пайку могут только профессионалы. Но попробовать свои силы и обучиться тонкостям процесса не запрещено никому.
Изготовление припоя своими руками
Чтобы сделать припой для пайки в домашних условиях, вам потребуется наличие следующих ингредиентов:
- Свинца.
- Олова.
Еще нужны такие инструменты:
Материалы и инструменты для пайки латуни.
- Керамические формы (можно из гипса или жести).
- Стальная ложка.
- Стальная палочка.
- Емкость (желательно сталь).
Не забывайте о том, что работаете со свинцом – одним из опасных металлов. Надевайте очки и респиратор, помещение проветривайте. Для удобства наденьте перчатки, чтобы не получить ожог. Над газовой горелкой в емкости расплавьте свинец и олово, заранее взвесив их на весах и добившись нужной пропорции. При помощи ложки из стали снимите «навар» – шлак на поверхности. И, размешав стальной палочкой, чтобы металлы соединились равномерно, вылейте расплав в формы. Все, припой для пайки медных проводов и радиоэлементов готов, можно приступать к проведению монтажных работ. Не забудьте проветрить помещение.
Отличия технологии при использовании флюса
Благодаря достижениям современной науки и техники, получены составы , которые активно растворяют оксидную пленку и защищают материал от дальнейшего окисления.
Примерами таких препаратов могут служить составы с маркировкой Ф-59А и Ф-61А. Буква А означает, что эти составы предназначены для пайки алюминия.
При использовании этих флюсов пайка алюминиевых проводов значительно облегчается. Достаточно просто обработать флюсом уже готовую скрутку, даже не нагревая ее, а потом, прогрев паяльником или горелкой, наложить припой.
Он растечется по всей поверхности проводов и хорошо прилипнет, обеспечивая прочное и электропроводное паяное соединение.
Необходимые приспособления

Прежде чем приступать к ремонту изделия, нужно подготовить такие инструменты и материалы:
- Простой паяльник (минимальная мощность — 100 Вт) или пропановую горелку.
- Органический растворитель (например, уайт-спирит или ацетон).
- Оловянный припой.
- Канифоль или ортофосфорную кислоту.
- Стальной трос.
- Щетку для чистки металла, напильник или наждачную бумагу.
- Чистую тряпку для протирки.
Однако перед тем как припаять нержавейку к нержавейке и, соответственно, отремонтировать деталь, следует приобрести средства защиты: полиуретановые перчатки, очки и респиратор. Кроме того, для соединения крупных изделий может потребоваться более мощный паяльник, наконечник которого должен быть несгораемым: это не только увеличит срок службы, но и повысит технические параметры инструмента. Насчет припоя следует также сказать, что для пайки пищевой посуды или других емкостей подойдут бруски олова, поскольку в них содержится меньше вредных примесей.
В чем особенности технологии?
Этот метод получения неразъемных соединений не настолько популярен, как сварка. Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное воздействие на спаиваемую поверхность сделало пайку незаменимой, а в некоторых случаях единственно возможной: например, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Пайка особенно актуальна в электронике, где приходится работать с миниатюрными, очень хрупкими микросхемами, и электрике, когда возникает необходимость в соединении либо наращивании проводников.
Пайка листов жести
 Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Для процесса пайки железа с помощью олова понадобится припой с небольшой концентрацией олова, к примеру, ПОС-40, флюс, паяльник и шило.
Флюс в процессе пайки железа выполняет функции растворителя и окислителя одновременно. То есть, сразу происходит смачивание металла и защита от окислительных процессов. В качестве флюсов используют канифоль и соляную кислоту или хлористый цинк и борную кислоту.
Что касается паяльника, то для проведения качественной пайки оловом лучше выбрать электрический инструмент мощностью более 40 Вт. Старый паяльный инструмент, который нагревается от пламени огня, сегодня практически не используют даже в домашних условиях.





