Пайка медных труб
Содержание:
Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Пайка крупных деталей
Схема капиллярной пайки меди.
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.
Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
Чёткие действия
В процессе пайки следует обязательно соблюдать чёткую последовательность операций.
Поверхность металла зачищается от грязи и окислов, после чего обезжиривается. Для этого в ход идут металлические щётки, различные абразивы и растворители. Как вариант – спирт.
Детали тщательно фиксируются. Если идёт речь о пайке труб, рекомендуется зафиксировать их с помощью специальных струбцин
Это важно не только при выполнении соединения встык, но и в том случае, когда трубы вставляются одна в другую.
Металл как следует прогревается. Только после этого, если есть необходимость, на его поверхность наносится флюс
Проще всего это сделать с помощью кисточки.
Распределить по поверхности труб заранее измельчённый припой невозможно. Поэтому наносить его следует постепенно, наращивая массу и равномерно распределяя состав по поверхности детали. Следует следить за тем, чтобы материал не приставал к жалу, своевременно производя очистку инструмента. Следует следить за тем, чтобы не оставалось пропусков, а шов получился герметичным.
Соединённые таким образом трубы или другие детали из меди будут способны выдерживать значительные нагрузки и прослужат долго.
Как и чем лучше паять?
Процесс пайки нержавеющей стали во многом зависит от правильности выбора необходимого оборудования. При самостоятельном выполнении работ стоит приготовить:
- паяльник мощностью от 80 Вт или газовую (пропановую) горелку;
- флюс для удаления следов окисления;
- растворитель для обезжиривания;
- абразивы для зачистки металла (щетку, надфиль, наждачную бумагу);
- припой на оловянной или серебряной основе;
- ветошь или х/б ткань;
- СИЗ.



Паяльником
Для работы с нержавеющей сталью понадобится паяльник с тонким необгораемым жалом. Следует также подготовить ПОС или олово в прутках толщиной 2-4 мм. Рассмотрим порядок действий.
Зачистить поверхность металлических деталей. В зависимости от размера элементов может применяться наждачная бумага, напильник или УШМ с соответствующими дисками. Нужно убрать все пятна, следы повреждений, другие возможные дефекты.
Выполнить обезжиривание. Оно осуществляется при помощи органических растворителей. Можно использовать ацетон или уайт-спирит.
Нанести флюс. Его в жидком виде равномерно распределяют по поверхности нержавеющей стали. Слой должен быть тонким. Флюс не понадобится, если он уже входит в состав припоя.
Залудить спаиваемые детали. Металлические поверхности в зоне соединения прогреваются до температуры плавления припоя, затем при помощи паяльника на них наносится припой. Он нагревается, становится текучим, покрывает нержавейку ровным слоем.
Выполнить пайку. После лужения нержавеющая сталь уже полностью готова к пайке оловом. Достаточно просто прогреть область соединения, а затем подать в нее подготовленный припой
Важно, чтобы текучесть он приобретал не от контакта с паяльником, а от тепла заготовок.
Завершить работу. Пайка считается выполненной правильно, если из рабочих зазоров между заготовками начинают выступать капли расплавленного металла.
По завершении работ важно дать соединению остыть, чтобы шов набрал прочность. Не рекомендуется смещать или проверять скрепленные детали на разрыв
Остатки флюса с нержавеющей стали убирают, смывая его водой. Излишки припоя можно счистить при помощи инструментов для механической обработки.

Газовой горелкой
Использование газовой горелки в домашних условиях требует соблюдения норм техники безопасности. Обязательным условием для пайки является использование негорючего экранирующего слоя на рабочей поверхности. Это может быть листовой асбест и другие материалы. Дома нужно обеспечивать тщательное проветривание помещения для пайки.
Правильно обращаться с пропановой горелкой тоже нужно уметь. В этом случае лучше использовать многокомпонентный припой, не требующий предварительного нанесения флюса. Сначала металл зачищается, обезжиривается. Затем его прогревают до того момента, пока он не станет красным
Важно контролировать цвет пламени – при опасном избытке кислорода пламя станет светло-синим


Заготовку из нержавеющей стали прогревают, затем подносят к месту пайки брусок твердого припоя. Нужно исключить прямой контакт пламени с этой областью. Прогрев продолжают до того момента, как припой начнет выходить из стыков в месте формирования шва. После этого пайку завершают, остужают соединение, производят осмотр на наличие дефектов.

Преимущества пайки меди
К положительным характеристикам рассматриваемого вида работ относятся:
- Хорошие рабочие качества получаемой конструкции. При пайке можно обходиться без использования фитингов. Формируемые соединения отличаются высокой герметичностью. Трубопроводы можно скрывать в стенах, бетонных полах.
- Простота исполнения. Паять медные трубы отопления или водопровода несложно. Большинство трудностей возникает только из-за несоблюдения технологии.
- Отсутствие необходимости сложной предварительной подготовки. При обработке поверхностей необязательно использовать агрессивные химические составы. Легкоплавкие металлы хорошо сцепляются с припоем.
- Отсутствие необходимости покупки дорогих флюсов. Медь не является химически активной: при плавлении она не вступает в реакцию с кислородом. Деталь не деформируется, форма краев остается прежней. При необходимости 2 спаянных элемента трубопровода можно разъединить.
Как использовать припой для пайки?
Лучший припой для пайки металлов – это чистое олово. Но на практике применяется сплав, в котором основой выступает олово и добавляется свинец. Подобные припои можно встретить в продаже, причем марок у них немало. При желании его можно изготовить самостоятельно, если имеются в наличии все нужные ингредиенты. Припой из олова и свинца обозначается тремя буквами – ПОС, после которых идет число. Наиболее популярные марки – ПОС-60 и ПОС-40. Цифры – это процентное содержание свинца в смеси. Такими припоями проводится пайка как латуни, так и радиоэлементов и медных проводов.
Схема пайки твердым припоем.
Если припой, то какой
Определившись с инструментом, приступаем к выбору припоя. Прежде всего, следует убедиться, что материал соответствует определённому температурному режиму. По своим характеристикам припои условно делятся на три группы.
- Низкотемпературные. Их стоит предпочесть, если паяльник или горелка неспособны обеспечить хороший прогрев. Однако прочность соединения в этом случае будет не слишком высокой. Для деталей, работающих под большими нагрузками, такой вариант не подходит.
- Среднетемпературные. Если паяльная горелка обладает достаточной мощностью, используя такой материал удастся наложить прочный шов с приемлемыми эксплуатационными свойствами. Но, по ряду причин, такие составы не получили широкого распространения.
- Высокотемпературными. Как правило, при их применении достигается самая высокая прочность соединения. Следует помнить, что не все сплавы меди способны выдержать значительный нагрев. Всё будет зависеть от соединений, входящих в их состав. Но если требуется, чтобы получившийся шов выдерживал высокие нагрузки, придётся остановить свой выбор именно на таком варианте.
Но не только температура плавления отличает один припой от другого. Не менее важен их химический состав. Наиболее распространена пайка меди твёрдым припоем. В ходе такой работы используются смеси, приготовленные по различным рецептам. Они разделены на несколько основных категорий.
- Оловянно-медные и серебряно-медные. Это – достаточно простые в применении низкотемпературные припои.
- Медно-фосфорные. Эти высокотемпературные припои удобны тем, что при необходимости могут использоваться без флюсов. Но при низких температурах его механические свойства ухудшаются и, как следствие, падает прочность соединительного шва.
- Медно-серебряно-цинковые. Они также обладают высокой тугоплавкостью. Среди их достоинств – хорошая пластичность и высокая коррозионная стойкость.
- Высокотемпературные серебряные припои обладают хорошими механическими свойствами, однако, для их применения обязательно необходим флюс. Важным недостатком является и высокая стоимость материала.
При обилии предложений на рынке, изготовление припоя своими руками не слишком оправдано.
Для изготовления водопроводов и изделий, контактирующих с пищей, использовать составы, содержащие свинец, недопустимо. Причина очевидна – свинец ядовит. Отдельной проблемой является пайка нержавейки с медью. Но и она решается правильным выбором припоя и флюса.
Технология пайки медных изделий
Сварка медных конструкций происходит в несколько этапов. Рассмотрим каждый этап подробно.
Подготовка материалов
Прежде всего, необходимо заранее подготовить все необходимые материалы и инструменты. Затем нужно отрезать нужный участок от целикового изделия. Медные трубы режутся труборезом, с хорошо наточенным лезвием.
Заготовка устанавливается жестко перпендикулярно лезвию, а сам труборез вертится вокруг нее. Вдумчивый подход к использованию инструмента позволит получить ровный срез, практически без заусенцев. Если и будут неровности, они проявятся внутри трубы
Но важно знать, что использование трубореза немного уменьшает диаметр трубы
Чтобы этого избежать, пользуются ножовкой по металлу. В данном случае срез получится не такой ровный и аккуратный, но сохранит исходные размеры заготовки.
Необходимо получить срез размером от 0.02 до 0.4 мм. Слишком маленький зазор не даст припою должным образом соединить детали, а слишком большой не дает возможности проявиться капиллярному эффекту.
Полученный элемент обязательно нужно зачистить, чтобы убрать заусенцы и всевозможные загрязнения. Дополнительно соединяемые поверхности необходимо обезжирить растворами.
У второй соединяемой детали необходимо немного расширить диаметр при помощи труборасширителя. Это позволит обеспечить надежное соединение. После подготовки элементов рекомендуется примерить их друг к другу на предмет правильного соединения.
Нанесение флюса
Теперь нужно нанести на обе детали небольшой слой флюса, чтобы убрать лишние продукты окисления. Операция производится при помощи небольшой кисточки. Не рекомендуется оставлять излишки вещества на поверхностях соединяемых элементов. Это приводит к образованию ненужных пор и впоследствии трещин.
Соединение деталей
После нанесения флюса для пайки медных изделий и труб нужно быстро соединить части, чтобы избежать попадания пыли и других загрязнений на область будущего шва. При совмещении посредством фитинга операция производится до упора. Во время движений необходимо вращать элементы друг относительно друга. Это позволит флюсу равномернее распределиться по поверхностям. Излишки флюса убираются.
Низкотемпературная пайка
Такое соединение реализуется при помощи газосварочного оборудования или электропаяльника. Флюс и припой должны соответствовать сварке. Припой нужен легкоплавкий, а флюс низкотемпературный.
Пламя горелки направляется на стык двух элементов. Для равномерного прогрева необходимо постоянно менять положение контактного пятна между огнем и трубой. Во время нагрева на соединительный зазор периодически наносится припой, который затем расплавляется под воздействием температуры.
Расплавленный припой должен полностью заполнить соединительный зазор. Чтобы не мешать данному процессу, рекомендуется не воздействовать некоторое время горелкой на область растекания.
После заполнения зазора необходимо некоторое время дать припою остыть. Остужать его искусственными способами не рекомендуется. Во время сварки нельзя перегревать медь. При перегреве флюс будет разрушаться и не сможет эффективно защищать соединение от окисления. В качестве индикатора используется флюс с примесью припоя. При достижении необходимой температуры в веществе будут наблюдаться расплавленные капли. Это означает, что дальнейший нагрев детали не требуется.
Высокотемпературная пайка
Способ реализуется при помощи газовой горелки. Нагрев должен быть равномерным и максимально аккуратным. Как только медь достигнет температуры 750 градусов, она станет вишневого цвета. Показатель говорит, что можно наносить на зазор припой.
Особенности разных методов соединения
Монтаж узлов на медных трубопроводах выполняется следующими способами:
- сварной – с нагревом до температуры, близкой к температуре плавления,
- капиллярный – пайка при невысокой температуре,
- резьбовый – скручивание на резьбу,
- обжимной – с применением компрессионных фитингов,
- опрессовочный – с помощью пресс-фитингов и пресс-клещей.
Каждый из методов имеет нюансы проведения монтажных работ и особенности получаемых узлов. Сварка и пайка позволяют образовать надежные неразъемные узлы, но для их выполнения необходимо сварочное оборудование, а его применение не всегда возможно. Остальные способы можно применять для монтажа медных трубопроводов в помещениях, где проведены отделочные работы, в непосредственной близости от других коммуникаций, в том числе рядом с газовыми трубами.
Сварное соединение медных труб
Сварка трубной продукции из меди производится только встык.
Работы выполняются в следующем порядке:
- Под соединяемые элементы прокладывают асбестоцементные листы, чтобы снизить потери тепла и ускорить нагревание трубы и фитинга.
- Торцы фитинга и трубы нагревают газовой горелкой, работающей на высокой мощности.
- Стыкуют оплавленные срезы и плотно прижимают их друг к другу, избегая перекосов.
- Остывший шов проковывают, чтобы снизить зернистость образовавшегося грата.
Капиллярное соединение или пайка
Более популярным, чем сварка, методом монтажа медных узлов является пайка. Во-первых, этот метод не требует сильного нагревания соединяемых деталей и последующей проковки шва. Во-вторых, нет ограничений по времени работ, так как нагревать нужно не трубы и фитинги, а припой – тонкую проволоку из технической меди.
Выполняется соединение в несколько шагов:
- Вставляют трубу в раструб фитинга.
- Нагревают место соединения, нанося припой на трубу вдоль края надетого на нее раструба.
- Расплавленный припой поднимается по зазору между медными элементами, равномерно заполняя его.
- Дают образованному узлу остыть.
- После остывания очищают наружную часть соединения от остатков припоя при помощи чистящего средства. Внутренности трубопровода с этой же целью промывают водой сразу или по окончании монтажа всех узлов.
https://youtube.com/watch?v=JIxYpuGdZW8
Использование резьбовых фитингов
Самым простым является соединение на резьбу, выполняемое, если нужно образовать разъемный узел. Чаще всего для этого способа применяются стальные и латунные фитинги, которые могут иметь внутреннюю или внешнюю резьбу.
Выполняется монтаж следующим образом:
- Наматывают на внешнюю резьбу фитинга или трубы ФУМ-ленту.
- Вкручивают элемент с внешней резьбой внутрь элемента, имеющего внутреннюю, вручную.
- Завинчивают фитинг до упора при помощи гаечного ключа.
Обжимные фитинги
Компрессионная арматура состоит из корпуса с внешней резьбой на штуцерах, обжимной гайки и одного или двух обжимных колец. Суть метода соединения заключается в том, что торцевую часть трубы зажимают между штуцером фитинга и обжимной гайкой. Удобен этот способ тем, что проводится без нагрева, без специальных инструментов – достаточно разводного ключа, этим же ключом при необходимости можно демонтировать узел. При этом надежность компрессионного узла гораздо выше, чем у резьбового. Обжимные фитинги производят из различных материалов, но для соединения медных труб применяются только те, у которых обжимные кольца изготовлены из меди.
Соединение выполняется в следующем порядке:
- Снимают с фитинга и надевают на трубу обжимную гайку, сдвигают ее в сторону от края.
- Поочередно выполняют эти же действия с обжимными кольцами.
- Вставляют в трубу штуцер фитинга.
- Поочередно сдвигают к корпусу фитинга кольца и навинчивают гайку.
- Затягивают обжимную гайку ключом.
Особенности применения пресс-фитингов
Опрессовка напоминает обжимной метод соединения, но для выполнения опрессовочного узла необходим пресс-фитинг и пресс-клещи.
Фитинг для опрессовки состоит из корпуса с гладким или ребристым штуцером, фиксирующего кольца и пресс-кольца.
Порядок монтажа узла:
- Надевают на трубу пресс-кольцо и фиксирующее кольцо, сдвигают их в сторону от среза.
- Устанавливают штуцер в трубу.
- Сдвигают поочередно кольца к корпусу фитинга.
- Затягивают пресс-кольцо пресс-клещами.
Получаемое соединение является неразборным и по надежности не уступает сварному и капиллярному.
Способы
Для того чтобы пайка алюминия с медью прошла успешно, сначала нужно разобраться в том, какие именно соединения нужно создавать. Например, провода в холодильнике, где применяют такие жилы, опытные мастера скрепляют только припоем, рекомендованным производителями техники. На производстве и в быту также может потребоваться соединение трубчатых элементов именно в неразрывном, герметичном виде. Под это определение подходит только пайка
Можно выделить ряд актуальных способов ее выполнения.
- С применением стальной муфты. В этом случае между стыками алюминиевой и медной деталей устанавливается вставка из черного металла. Пайка осуществляется с каждой стороны отдельно, что позволяет сделать соединение более прочным, исключает возникновение проблем из-за разницы температур плавления. Со сталью и медь, и алюминий хорошо взаимодействуют.
- С применением специализированных припоев. Наиболее ярким примером является материал, выпускаемый брендом Castolin, к которому компания предлагает дополнительно целую линейку флюсов с нужными характеристиками. Стоят такие расходные материалы заметно дороже, встречаются редко. Именно их обычно используют в мастерских по ремонту сложной бытовой техники.
- Поверхностный способ. Он заключается в использовании особого соединения, при котором медная часть вставляется в алюминиевый раструб. По краю широкой части наносится припой, закрывающий зазор. Используются легкоплавкие составы, при работе мастеру нужно захватить как можно большую часть поверхности медной детали. Этот способ применим при работе с трубчатыми элементами.
- Скрутками. Этот метод позволяет использовать общий оловянно-свинцовый припой, но с использованием специальных флюсов для каждого металла. Таким образом исключается возможность окисления, устраняется потеря алюминиевой жилой ее прочности и первоначальных рабочих характеристик. Эта технология пайки проводов считается допустимой, но не рекомендована для применения под высокими сетевыми нагрузками.
- С меднением алюминия. В этом случае на поверхности металла создаются контактные площадки, позволяющие образовать надежное соединение с мало совместимой с ним медью. Кислотный состав не применяется.
Это основные способы, которые используют, чтобы получить соединение медных и алюминиевых элементов путем пайки.
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.
ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
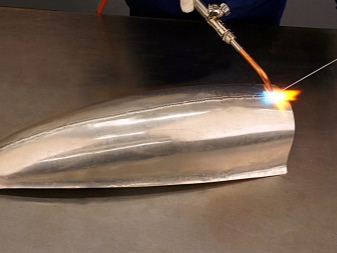
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.
ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
Watch this video on YouTube
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.
ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.
ФОТО: mastergrad.comИногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).
ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.
ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
1 из 5
ФОТО: market.sakh.com
ФОТО: market.sakh.com
ФОТО: solarschool.dk
ФОТО: laketravisplumber.com
ФОТО: reicheltplumbing.com
Пайка меди своими руками в домашних условиях
Мягкие металлы довольно сложно поддаются термической обработке. Пайка меди, латуни и бронзы в домашних условиях чаще всего выполняется твердым припоем, хотя иногда используются специальные пасты.
Инструменты для пайки
Перед началом работы нужно подготовить специальные инструменты и приспособления для пайки медных соединений. Вам понадобится:
- Газовая или кислородная горелка для пайки меди (с азотом, ацетатом и т. д.);
- Припой (для капиллярной пайки согласно ГОСТ Р 52955-2008);
- Щетка (жесткая, но не металлическая) и абразивная бумага для зачистки медных соединений;
- Фитинги или другие соединяемые элементы;
- Паяльный флюс.
Нужно отметить, что если работа производится на трубных соединениях, то еще может понадобиться фаскосниматель, расширитель, специальное устройство для резки. Все эти приспособления можно найти у профессионального сантехника, чтобы не покупать их.
Фото — горелка
Горелки для меди бывают: профессиональными (для работы с твердыми припоями), для разогрева труб и пайки мягкими пастами, полупрофессиональными или комбинированными. Также есть специальные фены, которыми производится мягкая пайка. Они позволяют быстро разогреть место стыка температурой до 650 градусов.
Припои бывают:
- Твердые. Они представлены стержнями определенного диаметра, который подбирается исходя из определенного зазора при соединении. Используется при соединении меди с железом в системах водоснабжения, подвода газа и системах кондиционирования. Этот припой может быть с фосфором или серебром;Фото — твердый припой
- Мягкие могут быть как в виде пасты, так и тонкой проволоки до 3 мм диаметром. Они производятся со свинцом, оловом. Также иногда процесс осуществляется ортофосфорной кислотой.
Также для соединения медных сплавов обязательно нужно использовать флюс.
Он выполняет несколько полезных функций: способствует лучшему растеканию припоя по металлу, защищает место обработки от кислородной пленки, очищает шов от окиси.
Флюсы бывают с бурой (для различных высокотемпературных припоев), применяется для среднеплавких соединений золота, меди, бронзы, чугуна, нержавейки. Внешне они выглядят как паста, наносятся специальной кистью.
Фото — флюс-паста
Щетки и абразивные листы (наждачная бумага) нужны для того, чтобы после окончания работ удалять с места шва остатки припоя. Фитинги подбираются исхода из потребных соединений (они могут быть разветвляющими, угловыми, изогнутыми и т. д.).
Фото — паяльник
Сварка
Рассмотрим, как осуществляется трубная пайка меди и своими руками:
- Любая технология подразумевает подготовку трубы. Вам понадобится обрезать коммуникацию до нужного размера и обработать концы фаскоснимателем. Это нужно для того, чтобы следующий элемент при соединении не повредился и получилось максимально жесткое сцепление деталей;
- На край трубы из меди наносится флюс для пайки, его же намазывают на фитинг или другую трубу. После нужно аккуратно вставить коммуникации друг в друга. Если распайка производится самофлюсующимся припоем или электродом, то флюс можно не использовать;
- В стык вставляется выбранный припой. Нужно отметить, что если используется паста, то её нужно наносить после флюса. Под воздействием определенной температуры вещество начнет плавиться, заполняя собой свободное пространство в трубе. Очень важный момент: на припой нельзя воздействовать прямым огнем, он должен расплавиться только от тепла разогретой трубы;Фото — пайка с припоем
- Если используется лужение, то флюс и припой наносятся очень тонким слоем, иначе в противном случае, на месте пайки образуется некрасивый объемный шов. Если осуществляется ремонт замков или радиодеталей (usb, контактов), то это может нарушить процесс работы элемента;
- После окончания нагрева инструмент убирается. В этот момент трубу нельзя двигать – соединение еще слишком пластичное, при повороте металлических отводов можно повредить крепление. Остывают медные трубы естественным путем;
- Остается только удалить остатки припоя или флюса щеткой, абразивной бумагой или кистью. Место стыка не рекомендуется переохлаждать первые сутки, когда процесс застывания металла не завершен.Фото — после зачистки
Купить все необходимые инструменты, которыми производится пайка бронзы или меди, можно в любом электрическом магазине, цена зависит от категории. Горелки стоят от 3 долларов до нескольких десятков, стоимость припоя начинается от 5 у. е., флюса – от 3.




