Пайка проводов паяльником в домашних условиях
Содержание:
Газовой горелкой
Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Происходит это следующим образом:
- горелкой нагреваются поверхности алюминиевых деталей;
- по достижению температуры, при которой металл восстанавливается из оксида, пленка механически счищается;
- под воздействием пламени детали покрываются флюсом, и в зону пайки вносится припой.
Если детали толстые, то кромки их необходимо разделать под углом 45°. Обычно разогрев происходит до температуры плавления олова, когда припой растекается и заполняет желобок скрутки.
Паяльная паста для пайки без паяльника особенности применения
В продаже встречается специальная паста, которая может применяться в качестве припоя. Кроме этого, ее можно изготовить своими руками. Среди особенностей проводимой работы отметим следующие моменты:
- Проводится зачистка обрабатываемого участка. С каждого провода удаляется изоляция. После этого нужно провести обезжиривание, так как на поверхности жил может остаться нагар.
- При помощи кисточки или другого подобного инструмента наносится паста. Стоит учитывать, что она должна быть распространена равномерно по всей поверхности соединения. Кисточка подбирается в зависимости от поперечного сечения провода.
- Участок, на который была нанесена паста, нагревается. Для разогрева припоя в качестве нагревателя может применяться строительный фен или самодельно жало, обычная зажигалка. Нужно следить за тем, чтобы вещество не закипало, так как это может привести к изменению его основных свойств.
Паста для пайки без паяльника
Состав создаваемой пасты своими руками может несколько изменяться в зависимости от области применения. После воздействия высокой температуры паста становится сплошным материалом, устойчивым к механическому и иному воздействию.
Установка теплоотвода
Для того чтобы не перегреть и не повредить расположенный на плате контакт рекомендуется к месту пайки прикладывать какой-нибудь металлический предмет, который в данном случае выполняет функцию теплоотвода.
В качестве такого вспомогательного приспособления традиционно используется пинцет, но, в крайнем случае, его может заменить мощная металлическая клипса или отвёртка.
Для обеспечения надёжного застывания расплавленного припоя необходимо на некоторое время зафиксировать проводник в зоне пайки (обездвижить его). В противном случае паяльную процедуру придётся повторить.
По завершении соединения отдельных проводников временное приспособление для отвода тепла удаляется из рабочей зоны.
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).
Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.
Рисунок 5. Пример универсальной заточки жала паяльника и правильного облуживания его рабочей области
Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо паять алюминий, то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
Шаг 5: Найдите любой ненужный кусок метала, чтобы использовать его как паяльник
При пайке на печатной плате, вы не можете нагреть её напрямую открытым пламенем. Поэтому вам нужно использовать что-то в качестве паяльника. Вы можете найти для этого подходящий кусок металла.
Сталь — хороший материал для этих целей. Она сильна, хорошо сохраняет тепло и очень распространена. Таким образом, вы можете довольно легко найти сталь практически повсюду. Медь тоже подойдёт, но она остывает намного быстрее, чем сталь. Поэтому, если вы используете медь, вам нужно будет работать быстро.
Вот несколько примеров того, что может подойти:
- стальная проволока (не менее 14 калибра)
- гвозди
- отвертка
- болты
- биты для мультитула
- арматура
Чем толще объект, тем больше тепла потребуется для его нагрева до соответствующей температуры. Поэтому для небольших источников тепла, таких как свечи и зажигалки, используйте более тонкие паяльники. Для более крупных источников тепла, вы можете использовать большие паяльники.
Перечень необходимых для лужения провода материалов и инструментов
Качественно облудить соединяемые жилы кабеля можно только после предварительной подготовки. Она заключается в сборе требуемого материала и инструмента. Для проведения лужения потребуется:
- Устройство для удаления изоляционного покрытия — используется для снятия полимерной, лаковой или тканевой изоляции. При этом жила не подвергается механическим повреждениям. Такой инструмент стоит достаточно дорого. При его отсутствии можно воспользоваться канцелярским ножом или скальпелем.
- Средство для удерживания проводников — процесс лужения сопровождается нагревом жил кабеля и различных припоев до высоких температур. Поэтому понадобится подготовить плоскогубцы, пинцет, кусачки или подобный инструмент.
- Припои, флюсы — материал, используемый непосредственно для лужения проводников. Первоначально электропровод обрабатывается флюсом для очистки поверхности. Затем наносится слой припоя. Существуют различные виды указанных материалов, которые подбираются под конкретный сплав проводника.
- Устройство для разогревания припоя — подбираются исходя от требуемого вида выполнения пайки. При локальном лужении жил кабеля небольшого сечения используются паяльники или паяльные станции. Чтобы облудить провода с толстыми жилами, используется тигель или печь. Их конструкция предусматривает наличие специальной ванны, которая заполняется лудильной смесью.

Набор инструментов для лужения проводов
Применение технологии
При лужении применяется олово или сплавы на его основе.
Оловянное покрытие применяется для:
- нанесения на латунные детали, которые подвергаются пайке;
- защиты поверхностей стальных изделий при азотировании;
- отделения металлических изделий способом нанесения слоя олова при сопряжении медных поверхностей со стальными или алюминиевыми с целью выравнивания электродных потенциалов;
- защиты от воздействия серы, содержащейся в изоляционном слое резины необходимо лудить кабель;
- нанесения коррозионностойкого покрытия на жесть, которая используется для изготовления консервной тары;
- защиты различных металлических изделий от появления ржавчины.
Оловянно-свинцовое покрытие (ПОС) используется в случае:
- подготовки радиодеталей к пайке и защиты их от коррозии;
- лужения проводов с целью улучшения способности к пайке.
Рекомендуемая толщина слоя полуды приведена в таблице.
| Назначение | Толщина, мкм |
| Защита стальных деталей: | |
| от коррозии | 21-24 |
| при азотировании | 9-12 |
| при гуммировании | 12-15 |
| Улучшение способности к пайке: | |
| пружинящие детали | 3-9 |
| стальные детали | 6-15 |
| детали из меди и медных сплавов | 3-9 |
| детали из алюминия и его сплавов | 6-15 |
Паяльная паста для пайки без паяльника
Паяльная паста включает в себя флюс и припой. Это очень удобно при пайке без паяльника. Не надо возиться отдельно с этими двумя компонентами. Достаточно одного нанесения пасты на место соединения проводов и затем прогреть его до температуры плавления припоя.
Паяльная паста состоит из металлического порошка, флюса и фиксатора (клейкое вещество для удержания сплава в жидком состоянии в пределах пайки). Паста содержит порошок из олова и свинца с добавкой серебра. Пропорции состава варьируются в зависимости от предназначения средства.
Пайка зажигалкой
При нагреве флюс мгновенно испаряется, припой прочно и плотно охватывает всю скрутку проводов. В результате пайка получается высокого качества. Применимый состав позволяет обходиться без паяльников и паяльных станций.
Для пищевой пайки рекомендуется применить пасты следующих марок: ПОС 63, ПОМ 3 и другие. Пайку пастой используют для работы с микросхемами, где вместо паяльников берут тонкие металлические стержни, прогреваемые внешними источниками тепла.
Паяльная паста
Как правильно запаять провода
Пример универсальной заточки жала паяльника и правильного обслуживания его рабочей области
Процесс пайки может несколько отличаться в зависимости от используемых материалов. Разные способы предусматривают применение разных паяльных составов и флюсов. Чаще всего пайка проводов проводится при соединении медных проводов с площадью сечения до 6 мм.кв.
При выполнении работ соблюдают следующий алгоритм:
С проводов снимается изоляционный слой приблизительной протяженностью 5-6 см.
Разогревают рабочий инструмент и им покрывают поверхность слоем канифоли или флюса
Первый плохо работает на окисленных поверхностях, при глубоком проникновении в скрутку важно предварительно тщательно обрабатывать материалы.
Прогревая провод с помощью разогретого инструмента с припоем на жале, важно достичь равномерного распределения припоя по всей обрабатываемой поверхности.
При пайке скрутки специалисты должны заполнить припоем все неровности.
По окончании выполнения работы все скрутки тщательно изолируют при помощи специальных насадок, изоленты и термоусадочной трубки.. Зачистка проводов от изоляции
Зачистка проводов от изоляции
Окись удаляется механическим способом, далее поверхность обслуживается. Алгоритм соединения алюминиевых жил зависит от разновидности используемого флюса и площади сечения. Для нагревания, как правило, используют газовую горелку.
Порядок пайки жил площадью 4-10 мм.кв:
- На концах жил длиной 5-6 см удаляется изоляционный слой.
- Для получения металлического блеска жилы зачищают надфилем, наждачной бумагой или ножом. Лужение многожильных проводов
- Соединяют жилы друг с другом внахлест способом двойной скрутки, в месте касания посередине делается желобок.
- Место соединения прогревают до температуры, которая близится к температуре плавления спайки.
- Аналогичным способом обрабатывается каждая сторона скрутки, все полости заполняются оловом.
- По окончании работ место соединения очищают с помощью бензина.
- Очищенная поверхность покрывается асфальтовым лаком и тщательно изолируется.
Пайка проводов
Инструменты и флюс подобраны и готовы к работе, осталось выяснить, как правильно паять паяльником провода. Пока разогревается инструмент, подготовьте проводники, которые решили соединить. Для этого их нужно аккуратно зачистить от изоляции не очень острым ножом или специальным инструментом. Выполняя эту операцию, старайтесь не повредить жилы
Это особенно важно, если провод многожильный – перерезая отдельные проводки, вы уменьшаете общее сечение провода
Осмотрите место зачистки. Жилы медные, а металл имеет яркий «рыжий» цвет? Предварительное облуживание не потребуется. Плотно скрутите провода между собой. Если проводник мягкий, а жилки тонкие, то это можно сделать руками. В противном случае воспользуйтесь пассатижами:
Подготовка многожильной проводки к пайке.
Теперь нужно нанести на место скрутки паяльный флюс. Если вы пользуетесь жидким, к примеру, раствором канифоли в спирте, то используйте кисточку. Если канифоль твердая, то просто положите скрутку на кусочек канифоли и прижмите ее разогретым паяльником до легкого вплавления в канифоль. Теперь самая ответственная операция. Слегка обмакните жало в канифоль, а затем сразу же возьмите на него немного припоя. Прикоснитесь паяльником к будущему месту пайки и грейте соединение до тех пор, пока припой не начнет растекаться по проводу. Равномерно распределите расплав по всей скрутке. В результате у вас должно получиться что-то подобное:

Качественно спаянные проводники.
Если результат несколько отличается, не расстраивайтесь – с первого раза может получиться не совсем эстетично. Главное – припой равномерно растекся по проводкам, хорошо их смочил и пропитал скрутку. Все равно недовольны? Повторите операцию – снова нанесите канифоль и прогрейте место соединения, добавив припоя или, напротив, убрав лишний. Точно так же поступают и с одножильной или смешанной проводкой.
Теперь осталось решить вопрос как правильно спаять провода, если соединяемые проводки старые и сильно окислились. Прежде всего, постарайтесь качественно и до блеска зачистить жилки. Если провода одножильные, это несложно – достаточно ножа или мелкой наждачной бумаги. Но многожильный провод качественно зачистить не удастся, поэтому придется применить несколько иную технологию пайки паяльником – предварительное лужение с использованием кислотного флюса. Если такового под рукой не оказалось, воспользуйтесь таблеткой обычной ацетилсалициловой кислоты, именуемой в народе «аспирин».

Ацетилсалициловая кислота – отличный кислотный флюс для пайки.
Облуживание при помощи таблетки аспирина проводите в следующей последовательности:
- Освободите концы проводников от изоляции.
- По возможности зачистите окисленные провода до блеска.
- Если в проводнике много жил, плотно их скрутите между собой.
- Прижмите проводник к таблетке и прогрейте паяльником до появления дыма.
- Возьмите на жало немного канифоли, припоя и прогревая провод, хорошенько покройте его припоем, которого на жале должен быть минимум.
- Промойте облуженные концы проводов спиртом, чтобы удалить остатки кислоты.
После всех этих процедур в вашем распоряжении окажутся два одножильных проводка, готовых к пайке обычным образом:

Облуженные провода, готовые к пайке.
Материалы и инструменты
Материалами служат олово и флюсы.
- Олово и сплавы.При лужении используется олово марки 01 (Sn 99,1 %, примеси 0,1 %) и марки 02 (Sn 99,5 %, примеси 0,5 %). Чистое олово служит основой защитного покрытия для посуды.В качестве припоя при пайке олово не применяется, потому что при низкой температуре оно становится хрупкими. Долговечность обеспечивается добавлением к олову других компонентов, в основном свинца. Используются сплавы олова со свинцом: ПОС-18, ПОС-30, ПОС-50, ПОС-90. Цифра в обозначении показывает содержание олова в процентах.
- Флюсы.Облегчают очистку поверхностей от загрязнений, жиров и окислов, снижают температуру плавления. Самые распространенные флюсы – нашатырь (хлористый аммоний) и паяльная кислота (хлористый цинк). Часто при паянии меди и сталей используется их смесь.
В качестве инструментов применяются:
- измерительные приборы (линейка, рулетки, штангенциркуль);
- лудильные клещи для поддерживания и перемещения деталей;
- шаберы для соскабливания загрязнений с покрываемых поверхностей;
- кисти для нанесения смазки и очистки поверхностей;
- паяльные лампы для нагрева изделий перед нанесением полуды.
Выбор технологической оснастки определяется методом лужения и пайки. Применяется вспомогательное и основное оборудование:
- Ванны для гальванического лужения:
- стационарные;
- вращающиеся ванны-колоколы.
- Лудильные аппараты и установки.Это сложные системы, состоящие из последовательно соединенных ванн для подготовки и лужения. Обычно они помещаются в кожух, оснащенный аспирационными зонтами, что улучшает условия труда.
- Верстаки для лужения и выполнения вспомогательных работ.<Верстаки бывают деревянные со столешницами из листовой стали или досок. Обязательно в столешнице должны быть отверстия для стекания жидкостей, используемых при лужении. Под верстаком устанавливают ванну для сбора жидкости.
-
Ванны для обезжиривания.Для химического обезжиривания поверхности используют различные емкости. Это может быть котел с крышкой или металлическая ванна, оснащенная змеевиком для подогрева раствора. Обязательное условие – вся применяемая посуда должна содержаться в чистоте.
- Ванны для промывки поверхности.Рекомендуется промывать изделия перед и после процесса лужения. Ванны могут быть выполнены из металла или дерева. Следует обеспечить в них непрерывное горячее и холодное водоснабжение.
Варианты облуживания провода без канифоли
Разберемся, что делать, если под рукой не оказалось канифоли, а работу необходимо выполнить в кратчайшие сроки. Далее представлены самые актуальные выходы из сложившейся ситуации.
Янтарь, животный жир и смола
Вариант подойдет для обработки многожильных кабелей с тонким сечением (питающие проводники наушников, блоков питания). Для приготовления флюса понадобится растопить три указанных компонента одновременно, постоянно перемешивая. Это необходимо для получения однородной консистенции. Недостатком метода является образование неприятного запаха от приготовленного раствора.

Использование янтаря для замены канифоли
Батарейки и аспирин
Для облуживания проводников из медного сплава можно воспользоваться следующими подручными средствами:
- батарейка;
- аспирин.
С отработанного аккумуляторного устройства понадобится слить электролит и воспользоваться им.

Слив электролита из старого аккумулятора

Лужение проводов с помощью таблетки аспирина
Универсальные кислоты
Данный способ предполагает применение щелочных средств. Предварительно выполняется тщательная зачистка проводника и припоя. Обработка осуществляется стеарином, наиболее доступный вариант — свечка. Ее необходимо расплавить и равномерно нанести на обрабатываемую поверхность.

Для замены флюса можно использовать борную кислоту
Необычные варианты
Залудить провод без канифоли можно и экстравагантным методом, используя вещество для натирания смычков. Его необходимо растворить в чистом спирте, после чего выполнить обработку подготовленной жилы. Со временем спирт полностью выдохнется, а кабель получит требуемое лужение.

Канифоль для смычков Thomastik Euphon
Выполнить лужение проводов можно самостоятельно, соблюдая определенный порядок действий. Необходимо правильно подобрать припои для конкретного сплава токопроводящей жилы.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
-
Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
- Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
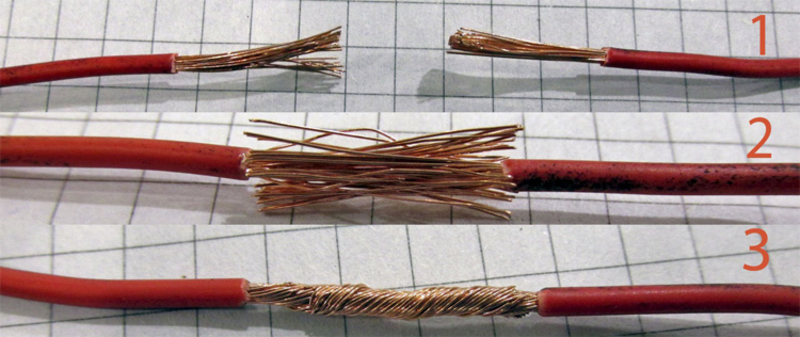
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Что нужно для пайки электропроводки
Паяльник электрический
Перед тем как запаять провод, готовят рабочий инструмент и расходные материалы. Для выполнения работы потребуется следующий список инструментов:
- Обычный бытовой паяльник, мощность которого колеблется в пределах 40-100 Вт. В качестве аналога используют сварочный аппарат, на котором есть возможность управлять температурой жала, что упрощает процесс пайки.
- Мелкий напильник для зачистки жала паяльника.
- Нож для удаления изоляционного слоя.
- Пассатижи для скрутки.
- Канифоль, предназначенная для лужения поверхности.
- Припой для спайки разных материалов, в качестве аналога используют бескислотные флюсы.
Газовая горелка Припой
Канифоль сосновая для пайки
Пайка алюминиевых и медных проводов несколько отличается видами используемых припоев.
| Медь | Алюминий |
Используются составы из олова и свинца. Маркировка следующая:
|
|
Рекомендации, меры предосторожности
Профессиональный паяльник DANIU 110V/220V 60W с регулировкой температуры и набором инструментов
Следует ознакомиться с рекомендациями, которые позволят качественно выполнять поставленные задачи:
При выборе паяльника нужно обращать внимание на модели, оснащенные дополнительно конусами, иглами и комплектом сменных наконечников.
Прежде чем приступать к выполнению пайки, нужно особое внимание уделить зачистке жала. Если наконечник слишком загрязнен, всю грязь удаляют с помощью паяльника
Вспомогательно можно использовать куски дерева или картон.
При изменении длины паяльника также изменяется температура нагревания инструмента.
Во время нагревания рабочего элемента не рекомендуется паяльник оставлять «сухим». Нужно жало регулярно опускать в канифоль.
Необходимые приспособления

Прежде чем приступать к ремонту изделия, нужно подготовить такие инструменты и материалы:
Простой паяльник (минимальная мощность — 100 Вт) или пропановую горелку.
Органический растворитель (например, уайт-спирит или ацетон).
Оловянный припой.
Канифоль или ортофосфорную кислоту.
Стальной трос.
Щетку для чистки металла, напильник или наждачную бумагу.
Чистую тряпку для протирки.
Однако перед тем как припаять нержавейку к нержавейке и, соответственно, отремонтировать деталь, следует приобрести средства защиты: полиуретановые перчатки, очки и респиратор. Кроме того, для соединения крупных изделий может потребоваться более мощный паяльник, наконечник которого должен быть несгораемым: это не только увеличит срок службы, но и повысит технические параметры инструмента. Насчет припоя следует также сказать, что для пайки пищевой посуды или других емкостей подойдут бруски олова, поскольку в них содержится меньше вредных примесей.
Как паять стальные детали
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются.
На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики.
Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
- зачистку стали, химическую зачистка под припоем;
- разогрев детали до температуры плавления припоя, нахождение припоя на детали под флюсом некоторое время в текучем состоянии.
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.
Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
- Зачищенная наждачкой сталь разогревается горелкой.
- На горячую деталь наносится ортофосфорная кислота и тут же подается паяльником расплавленный оловянный припой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
- площадью соединения,
- направлением нагрузки по отношению к спаянным плоскостям.
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.Стальные детали, подлежащие пайке, разогреваются газовой горелкой. В качестве флюса используется ортофосфорная кислота.Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Но подобная пайка стали по сложности превосходит простую сварку….




