Правила работы с паяльником для пластиковых труб
Содержание:
Требуемые инструменты
Фитинги;
Сами полипропиленовые трубы;
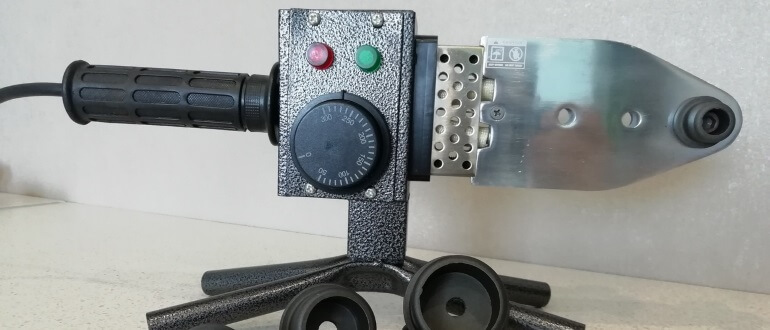
Специальный аппарат для сварки таких труб;
Сварочный аппарат
Ножовка для их резки, специальный резак часто продается в комплекте со сварочным аппаратом, при больших объемах работ можно использовать кольцевой резчик или специальные ножницы;
Обезжириватель (этиловый или изобутиловый спирт); ацетон в данном случае применять запрещено, так как он способен размягчать пластик;
Фаскосниматель: его внутренняя часть напоминает точилку для карандашей, однако, так как фаска должна сниматься ровно, ножи расположены под другим углом; заменить фаскосниматель можно обычным напильником и ножом;
Шейвер: инструмент для снятия армированного слоя (если наши трубы имеют слой армирования).
Совет. Трубы, подходящие близко к котлу отопления (на расстояние ближе полуметра), должны быть изготовлены только из металла. С полипропиленом их соединяют с помощью переходников со сварного соединения на резьбовое.
Работа с трубами из полипропилена
Сегодняшняя система монтажа труб из полипропилена включает в себя все необходимые элементы для соединения труб всевозможных размеров, обводы, арматуру, крепления и включения. Процесс сборки достаточно прост и при наличии необходимых навыков происходит быстро.
Комплект элементов можно подобрать так, как вам хочется, так что в результате получится совершенно уникальная система. Сложность и комплектация зависит только от предпочтений и пожеланий заказчика, то есть вас. Единственной особенностью, которую некоторые относят к недостаткам полипропилена, является сварной метод соединения. После сварки уже невозможно разъединить трубы и исправить ошибку. Поэтому нужно заранее все продумать и постараться избежать неточностей в действиях.
Если разбить процесс сварки труб на отдельные шаги, то он будет выглядеть следующим образом:
- Паяльником для полипропилена необходимо нагреть обе детали, которые вы хотите прикрепить друг к другу.
- После надо соединить нагретые детали;
- Через небольшой промежуток времени вынуть из аппарата уже скрепленные между собой элементы.
Сварка обеспечивает элементам настолько прочное соединение, что разъединить детали, не сломав их, практически невозможно. Вот почему полипропиленовые трубы считаются качественными, долговечными и способны выдерживать практически любое давление.
Технология пайки полипропиленовых труб работаем самостоятельно без бригады сантехников
Любое жилище требует системы отопления. Существуют нетрадиционные технологии, вроде русской печи или обогревателя «булерьян», но это скорее исключение, чем правило.
Традиционные стальные или чугунные трубы практически не применяются. В первом случае – вездесущая коррозия, а чугун требует сварочных работ.
Альтернативный материал – медь. Трубы из этого металла практически вечные, достаточно легко обрабатываются, и обладают достаточной прочностью. Есть и недостаток – высокая стоимость.
То же самое относится к водопроводу. Стальные трубы быстро приходят в негодность, становятся инкубатором для размножения бактерий. С медью также все понятно.
С недавнего времени домовладельцам предложен компромиссный вариант – пенопропилен. Трубы из этого материала имеют продолжительный срок службы, абсолютно равнодушны к коррозии и не притягивают к себе известковый налет.
Пайка полипропиленовых труб своими руками — подготовка
Для начала разберем технологию. Труба и соединительный элемент (хомут, тройник или уголок с внутренним диаметром, соответствующим наружному размеру трубы) плотно входят друг у друга. Место стыка необходимо сделать герметичным. Никакой клей или уплотнитель не подойдет. Технология соединения заложена в свойствах полипропилена.
Точка размягчения (как и точка росы) должна определяться автоматически, или «на глазок»? Вопросов много. Чтобы спайка полипропиленовых труб не отвалилась в первый же отопительный сезон.
Рассмотрим особенности технологии
Подбираем правильную трубу
Речь идет не о размере, а о классификации по температуре и прочности.
- Самый недорогой вариант – PN-10. Тонкие стенки, слабая прочность. Можно использовать для системы «теплый пол» при температуре теплоносителя до 50°С. Также подходит для вторичной сети водопровода (без высокого давления).
- Если вы прокладываете напорную трубу – ее класс должен быть PN-16. Можно использовать в системе отопления при температуре, не превышающей 60°С.
- Следующий класс PN-20 применяется в любых системах, кроме парового отопления. Это самый распространенный вариант труб, но не самый экономный (в плане стоимости).
- И наконец, армирования алюминиевой фольгой труба PN-25. Самая прочная и термостойкая конструкция. Выдерживает высокое давление при температуре 95°С.
Разумеется, характеристики применения несколько условны. Например, вы можете использовать трубу PN-10 для отопления, но срок ее службы сократится с положенных 50 лет, до 5-10. Или трубопровод класса PN-16, разогретый до 90°С, может не выдержать штатного для холодной воды давления.
Температура пайки полипропиленовых труб
Собственно нагрев производится при 255-265°С, это стандарт для большинства труб. Если требуется иная величина – в документации к материалу это будет указано. Главное условие, которое надо соблюсти – это время нагрева, стыковки и остывания. Величина зависит от диаметра трубы.
Таблица режимов нагрева
Пояснения к таблице
- Глубина нахлеста, это расстояние, на которое погружается одна труба внутрь другой
- Время разогрева – труба прикладывается к паяльнику с установленной температурой
- Время соединения – насколько долго можно двигать трубы относительно друг друга при стыковке
- Время остывания – набор установленной прочности соединения
- Температура пайки устанавливается с учетом погодных условий.
Выбор паяльника
Существует множество производителей и конструкций. Критерии выбора просты – хорошее дешевым не бывает. И наоборот.
Пайка труб из полипропилена – процесс
- Сначала готовим места соединений с помощью специального инструмента. На поверхности не должно быть никаких заусенцев и раковин. По окончании проверяем трубы, стыкуя их без нагрева. Контакт должен быть плотным, без перекосов. Перед началом нагрева трубы следует очистить от грязи и жирных пятен. Наличие на полипропилене следов смазки, уменьшит адгезию при соединении.
- Затем прогреваем сварочный аппарат (паяльник) до необходимой температуры. Прибор должен располагаться на устойчивом основании, не касаясь стен и мебели нагревательным элементом.
Чего надо избегать во время сваривания
В момент соединительных работ фитинга и частей пластиковой конструкции, они должны прилегать плотно, чтобы исключить зазор превышающий 1 мм, иначе между внутренними упорами и торцом будет промежуток, который негативно повлияет на дальнейшую эксплуатацию всей системы.
Не совершайте ненужных силовых действий, в момент соединения деталей, потому что это приведет тому, что внутренний упор трубы и её торцом будет образован грат, который создаст препятствие для проводимости жидкостей внутри ее.
Способы укладки
Вопрос разводки ПП систем становится первым при монтажных работах. При этом приходится решать, скрывать трубную систему в стены, или тянуть ее открытым методом. Особенно критично это для малогабаритных квартир, ведь коммуникации занимают много пространства.
Открытый монтаж – это протяжка магистрали поверх стены или пола.
При возможности сооружение прячут под декоративную постройку. Преимущества в данной ситуации следующие:
- Возможность прокладывать трубопрокат из любого материала.
- Простые монтажные действия.
- Простая компоновка.
- Невысокая стоимость.
- Возможность постоянно контролировать трубную систему.
Недостатки таких конструкций такие:
- Непрезентабельный внешний вид.
- Существенные потери полезной площади. Это очень болезненно для маленького помещения, где пара лишних сантиметров – это дополнительное место, где станет сантехника.
Скрытый монтаж – это сооружение, которое отличается эстетичным видом, так, как магистраль проходит в стене или полу.
Этот вариант позволяет обойтись без потери полезного пространства. Но он и не лишен недостатков, в виде:
- возможность брать трубопрокат только из определенных материалов;
- трудоемкие подготовительные работы. Более сложный монтаж;
- невозможность провести ремонт без разборки и разрушения сооружения.
Как производить разводку ПП сетей
После того, как определен способ прокладки трубопровода, и мы знаем размеры сантехнических приборов, можно разработать разводку системы, которую нужно будет проложить в квартире или в доме.
Эти правила простые:
- Трубные изделия не должны пересекаться.
- Канализация и водопровод протягивается максимально близко.
- Вся система должна быть простой.
- Расположенные вертикально отводы оснащают гибкими шлангами.
- Профессиональные мастера называют ПП сортамент самым подходящим вариантом для обустройства разводки любой магистрали. Основной их характеристик данных товаров является простой монтаж, а именно спайка, которую можно выполнить самому.
Как выбрать сварочный аппарат чтобы паять полипропиленовый трубопрокат
Выбор аппарата для сварки – дело нетрудное, если внимательно изучить рекомендации специалистов. Если выполняется сварка магистрали диаметром до 63 мм, то в таких действиях предусматривается использование муфт и раструбов. Если детали для состыковки больше объема в 63 мм, то для сварки полипропиленовых труб лучше применить стыковой способ.
Трубный сортамент, не превышающий 40 мм, варим, используя аппарат для раструбной сварки полипропиленовых труб. Когда сечение магистрали больше 49 мм, то скрепить элементы помогает приспособление, имеющее центрическое устройство.
Оборудование, выполняющее сварочные работы с полипропиленовыми трубопроводами, условно делят на такие виды:
- Механические. Эти приспособления применяют для магистралей большого объема.
- Ручные. Данный вид агрегатов превосходно подходит для самостоятельного применения. Им можно соединять магистрали с объемом до 125 мм.
Какой сварочник выбрать, следует решать, исходя из особенностей сооружаемой системы
Так же важно, чтобы в комплекте состоял набор насадок. Это позволит работать с магистралями различного объема. Помимо сказанного начинающему мастеру понадобится знать – не стоит покупать дешевые инструменты
Как правило, на них насадки оснащают некачественным покрытием. Соответственно, спаять качественное сооружение таким агрегатом невозможно
Помимо сказанного начинающему мастеру понадобится знать – не стоит покупать дешевые инструменты. Как правило, на них насадки оснащают некачественным покрытием. Соответственно, спаять качественное сооружение таким агрегатом невозможно.
Домашнему мастеру стоит выбрать специальный агрегат для сварки небольшого размера. Этого вполне хватит для потребностей бытовой магистрали.
Сварка полипропиленовых труб своими руками – не является сложным заданием, если изучена вся методика, и начинающий мастер имеет желание сделать эту работу. Любой электросварочный аппарат станет отличным помощником. А купив к нему полный набор нужных насадок, можно существенно сэкономить финансы и время.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
Излишний перегрев фитинга и трубного техизделия при сваривании становится причиной деформации деталей. Нарушается их геометрия, а во внутреннем сечении происходит наплыв валика.»
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.

Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
О цифровых и буквенных символах в маркировке
На данный материал наносят много как букв, так и цифр. Производители обычно открывают официальные сайты, где, в том числе, есть информация по маркировке и той информации, которую она обозначает. Но лучше всего перевести эти объяснения на язык, который был бы понятен каждому.
Давление. Единица измерения – кг\см2. Обозначается как PN. Показывает, сколько времени труба работает нормально при поддержании тех или иных характеристик.
Чем толще стенка, тем выше, скорее всего, будет данный показатель. Например, выпускают марки PN20, PN25. Такие варианты нужны для подачи горячей воды, систем отопления.
Иногда еще наносят полосы красного или синего цвета. Это даст понять, для какой воды предназначены будущие трубопроводы.
Маркировка полипропиленовых труб для отопления включает данные, связанные с материалами и структурой. Составляются большие таблицы, чтобы дать описание данному параметру. Но достаточно быть в курсе основных обозначений, чтобы выполнить правильный монтаж отопления в обычном здании.
- Al – алюминий.
- PEX – обозначение сшитого полиэтилена.
- PP-RP. Это полипропилен, поддерживающий высокое давление.
- PP – Обычные разновидности полипропиленового материала.
- HI – огнестойкая продукция.
- TI – термоизолированный вариант.
- M – обозначение многослойности.
- S – значок для однослойных структур.
Маркировка полипропиленовых труб для водоснабжения может указывать и на данные, которые касаются:
- Наличия или отсутствия сертификатов.
- Номера выпущенной партии, серийного обозначения и времени, и так далее. Такие обозначения могут состоять из 15 символов и больше.
- Изготовителей.
- Толщины стенок и сечения.
Благодаря этим сведениям каждый покупатель сам выберет материал для водоснабжения, удовлетворяющий все его потребности.
Номинальное давление
Буквы PN – это обозначение разрешенного рабочего давления. Последующая цифра указывает уровень внутреннего давления в барах, которое может выдержать изделие в течение срока службы в 50 лет при температуре воды 20 градусов. Этот показатель напрямую зависит от толщины стенки изделия.
PN10. Такое обозначение имеет недорогая тонкостенная труба, номинальное давление в которой – 10 бар. Температурный максимум, который она может выдержать, – 45 градусов. Такое изделие используется для прокачки холодной воды и устройства теплого пола.
PN16. Большее номинальное давление, большая предельная температура жидкости – 60 градусов Цельсия. Такая труба значительно деформируется под воздействием сильного нагрева, поэтому не подходит для использования в отопительных системах и для подачи горячей жидкости. Ее предназначение – холодный водопровод.
PN20. Полипропиленовая труба этой марки выдерживает давление в 20 бар и температуру до 75 градусов по Цельсию. Она достаточно универсальна и используется для подачи горячей и холодной воды, однако не должна применяться в системе отопления, поскольку имеет высокий коэффициент деформации под воздействием тепла. При температуре 60 градусов отрезок такого трубопровода в 5 м удлиняется почти на 5 см.
PN25. Это изделие имеет принципиальное отличие от предыдущих типов, поскольку армировано фольгой из алюминия или стекловолокном. По свойствам армированная труба схожа с продуктами из металлопластика, менее подвержена температурному воздействию, выдерживает 95 градусов. Предназначена для использования в системах отопления, а также в ГВС.
Класс эксплуатации
При выборе полипропиленовых изделий отечественного производства назначение трубы подскажет класс эксплуатации по ГОСТ.
- 1 класс – изделие предназначено для горячего водоснабжения при температуре 60 °С.
- 2 класс – ГВС при 70 °С.
- 3 класс – для напольного отопления, использующего низкие температуры до 60 °С.
- 4 класс – для напольной и радиаторной систем отопления, в которых используется вода до 70 °С.
- 5 класс – для радиаторного отопления с высокими температурами – до 90 °С.
- ХВ – холодное водоснабжение.
Размеры
Размеры труб из полипропилена варьируются в широких пределах. Значения внешнего и внутреннего диаметра, толщины стенки можно найти в следующей таблице.
Каковы особенности применения полипропиленовой трубы 40 мм для отопления
При проектировании и монтаже системы отопления всегда возникает вопрос – трубы какого диаметра использовать при работе. Диаметр (а значит, и пропускная способность труб) важен, так как необходимо обеспечить скорость теплоносителя в пределах 0,4–0,6 м/с, которая рекомендована специалистами. При этом к теплоносителям (к радиаторам) должно поступать необходимое количество энергии.
При скорости меньше 0,2 м/с происходит застаивание воздушных пробок. Скорость больше 0,7 м/с нерационально применять в плане энергосбережения, так как сопротивление движению жидкости становится значительным (оно прямо пропорционально квадрату скорости). Также при превышении этой скорости появляется вероятность возникновения шума в трубопроводах малых диаметров.
Труба полипропиленовая 40 мм все чаще применяется в системах отопления даже при наличии недостатков в виде сложности обеспечения качества стыков и значительного расширения под воздействием тепла. Такие трубы стоят недорого и просты в монтаже, а это зачастую – решающие факторы.
Полипропиленовые трубы подразделяются на несколько видов, в зависимости от технических характеристик и условий эксплуатации. Для отопления применяются марки РN25 (РN30), рассчитанные на рабочее давление в 2,5 атм при температуре жидкости не более +120 °С.
Труба полипропиленовая 40 мм, армированная алюминиевой фольгой или стекловолокном, используется для отопления. Армировка не позволяет материалу сильно расширяться при нагревании.
Некоторые специалисты выбирают трубы с внутренней армировкой стекловолокном. Их чаще всего применяют в частных системах отопления.
Трубы изготавливаются стандартных диаметров, из которых нужно выбрать наиболее подходящий. Существуют типовые решения, с помощью которых можно подобрать диаметр трубы для отопления дома. Они позволяют в 99 % случаев выбрать оптимальный диаметр без выполнения гидравлического расчета.
К стандартным диаметрам полипропиленовых труб относятся – 16, 20, 25, 32, 40 мм.
Стандартные наружные диаметры полипропиленовых труб – 16, 20, 25, 32, 40 мм. Этим значениям соответствует внутренний диаметр труб марки РN25 – 10,6, 13,2, 16,6, 21,2, 26,6 мм.
Более подробные данные о наружных и внутренних диаметрах и толщине стенки полипропиленовых труб можно посмотреть в таблице.
|
Наружный диаметр, мм |
PN10 |
PN20 |
PN30 |
|||
|
Внутренний диаметр |
Толщина стенки |
Внутренний диаметр |
Толщина стенки |
Внутренний диаметр |
Толщина стенки |
|
|
16 |
10,6 |
2,7 |
||||
|
20 |
16,2 |
1,9 |
13,2 |
3,4 |
13,2 |
3,4 |
|
25 |
20,4 |
2,3 |
16,6 |
4,2 |
16,6 |
4,2 |
|
32 |
26 |
3 |
21,2 |
5,4 |
21,2 |
3 |
|
40 |
32,6 |
3,7 |
26,6 |
6,7 |
26,6 |
3,7 |
|
50 |
40,8 |
4,6 |
33,2 |
8,4 |
33,2 |
4,6 |
|
63 |
51,4 |
5,8 |
42 |
10,5 |
42 |
5,8 |
|
75 |
61,2 |
6,9 |
50 |
12,5 |
50 |
6,9 |
|
90 |
73,6 |
8,2 |
6 |
15 |
||
|
110 |
90 |
10 |
73,2 |
18,4 |
Читайте материал по теме: Как выбрать фитинги для полипропиленовых труб
Нам требуется обеспечить подачу необходимой тепловой мощности. Она будет находиться в прямой зависимости от количества поданного теплоносителя, но скорость движения жидкости не должна превышать 0,3–0,7 м/с.
Исходя из этого, существует следующее соответствие подключений (для полипропиленовых труб указывается наружный диаметр):
-
16 мм – при монтаже одного или двух радиаторов;
-
20 мм – при монтаже одного радиатора или небольшой группы радиаторов (радиаторы «обычной» мощности от 1 до 2 кВт, максимальная подключаемая мощность не выше 7 кВт, количество радиаторов не более 5 шт.);
-
25 мм – при монтаже нескольких радиаторов (обычно не более 8 шт., мощность не выше 11 кВт) одного крыла (плеча тупиковой схемы разводки);
-
32 мм – при подключении одного этажа или целого дома в зависимости от тепловой мощности (обычно не более 12 радиаторов, соответственно, тепловая мощность не выше 19 кВт);
-
40 мм – для магистрали одного дома при ее наличии (20 радиаторов – не выше 30 кВт).
Разберем выбор диаметра труб подробнее, основываясь на заранее рассчитанные табличные соответствия энергии, скорости и диаметра.
Обратимся к таблице соответствия скорости к количеству тепловой мощности.
В таблице представлены значения тепловой мощности (Вт), а под ними указано количество теплоносителя (кг/мин) при подаче с температурой +80 °С, обратки – +60 °С и температуры в комнате +20 °С.
Из таблицы видно, что при скорости 0,4 м/с подается следующее количество тепла по трубам из полипропилена указанного наружного диаметра:
-
4,1 кВт – внутренний диаметр около 13,2 мм (наружный диаметр 20 мм);
-
6,3 кВт – 16,6 мм (25 мм);
-
11,5 кВт – 21,2 мм (32 мм);
-
17 кВт – 26,6 мм (40 мм);
При скорости 0,7 м/с подаваемая мощность увеличивается на 70 %, что легко проследить в таблице.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
Излишний перегрев фитинга и трубного техизделия при сваривании становится причиной деформации деталей. Нарушается их геометрия, а во внутреннем сечении происходит наплыв валика.»
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Температура пайки полипропиленовых труб составляет 260 градусов. Но важна не только температура, но и время стыковки фитингов в процессе пайки труб своими руками. Нарушение технологии пайки полипропилена сводит на нет все качественные характеристики полипропиленовых труб
Для сохранения прочности и долговечности коммуникаций крайне важно обеспечить нормативные условия пайки
Немного истории
На закате советского времени, несмотря на глобальный дефицит, в регионах Дальнего Востока были возведены микрорайоны домов по типовому проекту, названному в народе Ленинградским.
При строительстве этих домов была сделана попытка удешевления строительства. Стены домов были собраны из панелей, но окна имели тройное остекление. Отопительные приборы — конвекторы странной конструкции, изогнутая труба внутренним диаметром не больше 20 мм с плотно нанизанными на нее тонкими стальными пластинками.
Дальневосточный климат суров, температура зимой опускается ниже -30⁰С. При сильном ветре теплопотери панельного дома становятся просто огромными и крохотные конвекторы, рассчитанные на совсем другие условия работы, просто не справляются с поставленной задачей. Для того, чтобы хоть как-то компенсировать потери тепла, приходилось повышать температуру теплоносителя за отметку 100⁰С, благо параметры теплотрасс это позволяли.
ЧИТАТЬ ТАКЖЕ: Отличие канализационных труб наружных от внутренних, рекомендации по выбору
К сожалению, система автоматизированного управления водоснабжением во многих жилых домах отсутствует. И перспективы ее появления туманны. При понижении наружной температуры до 35⁰С, ТЭЦ для соблюдения температурного режима поднимает показатели теплоносителя до 130⁰С. Благодаря давлению, по трубам продолжает течь вода, а не пар (про




